

Зануление, заземление, заземлитель – в чем разница
Цель данной статьи – дать развернутое описание заземления и всего, что с ним связано. В первую очередь необходимо обозначить разницу между этими понятиями. Не стоит путать заземление, заземлитель и заземляющее устройство при наладке сварочного оборудования. Так, заземление – это запланированный контакт оборудования или некоторых его частей с заземляющим устройством.
Иными словами, заземление – это процесс, а заземляющее устройство и заземлитель – нет. Заземляющее устройство представляет собой ансамбль заземлителя и заземляющих проводников. Заземлителем же может быть один либо несколько элементов, проводящих ток. Чаще всего эту роль играет кабель. Его главная задача – соединить сварочный аппарат с землей и передавать на нее вышедшую из-под контроля электроэнергию.

То, как заземляется сварочное оборудование, определяется целью и функциями заземляющего устройства. Так, последние условно подразделяются на три типа: защитные, грозозащитные и рабочие. Их задача обозначена в самом названии: защитные устройства оберегают людей и животных от удара током при соприкосновении со сварочной установкой. Они пригодятся в случае, если кабель фазы соприкоснется с металлической частью установки, не предназначенной для передачи тока, тем самым передав на нее напряжение.
Грозозащитные устройства направляют электричество от удара молнии в землю, заземляя при этом стержневые или тросовые разрядники и молниеотводы.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Рабочие устройства, отвечающие за заземление оборудования, обеспечивают его бесперебойный режим работы в штатных и в аварийных условиях. Иными словами, защита такого типа нацелена не на безопасность мастера, а на обеспечение исправного функционирования агрегата.
Существуют также устройства, которые одновременно выполняют и защитные, и рабочие функции. По своей природе заземлители разделяются на естественные и искусственные. Разница не в том, что одни рукотворные, а другие – нет. Дело в том, что естественные изначально задумывались не как заземлители. Это может быть арматура в металлическом каркасе бетонного строения или водопровод
Важно знать, что нельзя использовать в качестве заземлителя трубы, имеющие изоляционное покрытие. А вот искусственные – это заземлители, которые были специально созданы для этих целей. Зануление – это факт создания связи между металлическим каркасом электрического прибора и нейтральности генератора или трансформатора
Как правило, для этого используется отдельный кабель, который так и называется – нулевой. Функция зануления заключается в создании возможности автоматического отключения питания от прибора, если произойдет короткое замыкание. Так, при возникновении проблемы аварийный участок будет моментально обесточен предохранителем или автоматом
Зануление – это факт создания связи между металлическим каркасом электрического прибора и нейтральности генератора или трансформатора. Как правило, для этого используется отдельный кабель, который так и называется – нулевой. Функция зануления заключается в создании возможности автоматического отключения питания от прибора, если произойдет короткое замыкание. Так, при возникновении проблемы аварийный участок будет моментально обесточен предохранителем или автоматом.
Защита станков и электрооборудования в цехах
В соответствие с действующими правилами ПУЭ различные виды заземлений в электроустановках до 1000 Вольт отличают по принадлежности их к той или иной системе. А по типу заземляемых устройств различают следующие варианты:
- Защита типового станочного оборудования.
- Заземление электродвигателей и сварочных аппаратов.
- Защита передвижных установок и эксплуатируемых электроприборов.
В этом разделе рассматривается первый пункт из перечня, касающийся станков и другого оборудования, устанавливаемого в заводских цехах.
Хорошо известно, что при работе на станочном оборудовании риск случайного попадания фазы на корпус достаточно велик. Чтобы правильно заземлить станок в цеху – потребуется разобраться со следующими моментами:
- Где проложен заземляющий контур в рабочей зоне.
- Какой толщины должна выбираться шина, применяемая для соединения корпуса станка с защитным контуром.
- В каком месте накладывается стационарное заземление.
- Какие заграждающие приспособления допускается использовать для ограничения доступа к опасным частям оборудования.
Рассмотрением всех этих вопросов должен заниматься цеховой электрик, который знаком с расположением элементов заземляющего хозяйства и полностью владеет информацией по порядку подсоединения корпуса станка к ЗУ. Он должен знать, в частности, что для заземления электрооборудования в его конструкции предусмотрена специальная точка, к которой подсоединяется заземляющая шина.
Зажим типа «крокодил» и другие типы клемм, требования
Заземляющий контур обеспечивает свое функциональное назначение соединением отдельных элементов с помощью специальных зажимов, закрепленных на кабелях. Конструктивно клеммные зажимы, используемые в заземлении сварочного оборудования, представлены в следующем виде.
Зажимы типа «крокодил». Применяются в сварочном оборудовании напряжением 220В/380В, где не возникает в соединении больших нагрузок. При более высоком напряжении может происходить сильный разогрев деталей, приводящих к разрушению изоляции проводов и последующим нарушением соединения. В конечном итоге не исключено поражение сварщика электрическим током. В конструкции «крокодила» важную роль играют технические характеристики пружины, которая создает требуемые усилия прижима обычно штампованных клемм, напоминающих пасть крокодила. Отсюда и название этого зажимного приспособления.

Струбцины. Принцип осуществления зажима основан на применении резьбового соединения. Струбцина проигрывает «крокодилу» в оперативности установки, но обеспечивает более качественный контакт, что повышает надежность соединения.

Струбцина BESSEY заземляющая для сварки. Фото ВсеИнструменты.ру
Магнитные зажимы. Нередко приходится заземлять контактирующие поверхности со сложной конфигурацией, к ним бывает трудно подступиться, деталь имеет большие габариты. В таких случаях выполнить зажимное соединение с помощью «крокодилов» и струбцин невозможно. Здесь как раз проявляется поле деятельности магнитных зажимов, где есть возможность, например, заземлить толстостенную трубу.

Магнитная клемма заземления МКЗ 31 Сатурн. Фото ВсеИнструменты.ру
Контроль заземления
Основная защитная функция заземления, в первую очередь, зависит от величины его сопротивления. Этот показатель строго регламентирован ПУЭ и при вводе в эксплуатацию проверяется сопротивление контура. Это могут быть как купленные в магазине готовые заземлители, выполненные профессиональными производителями, так и самостоятельно изготовленные домашними умельцами. При превышении значения выше нормативного выполняются организационно-технические мероприятия в виде увеличения площади контакта или увеличения количества стержней, повышением общей проводимости грунта, например, за счет изменения концентрации содержания соли в земле.
Контроль заземления производится и в дальнейшем, так как металлические элементы подвергаются коррозии, что оказывает влияние на плотность контакта, меняет их удельное сопротивление.
Наиболее качественное измерение сопротивления заземления производится специальными приборами, которых на этом рынке большое множество. Каждый прибор снабжен инструкцией, с помощью которой собирается схема подключения. В следующем видео сопротивление заземления определяется с помощью прибора ИС-20. Автор показывает метод измерения строго согласно инструкции, что называется не заморачиваясь на вопросах, например, «зачем нужны два заземлителя расположенных на разных расстояниях от прибора?».


В дополнении к видео следует сказать, что оценка сопротивления производится здесь по сопротивлению тока растекания заземлителей.
Правила заземления сварочных аппаратов
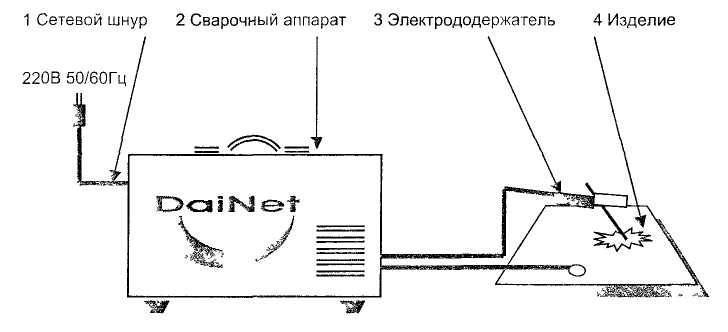
Согласно правилам безопасности, любое электрическое оборудование должно быть заземлено – заземление сварочного аппарата не является исключением. В данном материале описаны основные правила заземления различного сварочного оборудования.
Зачем заземлять
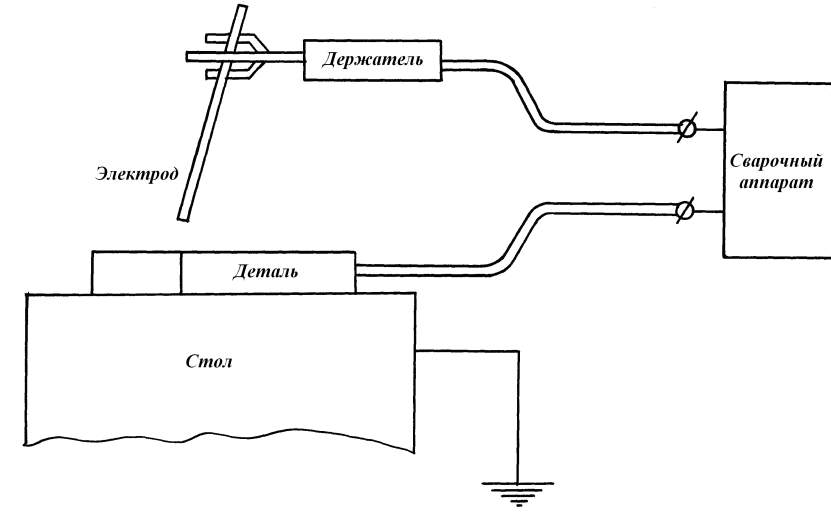
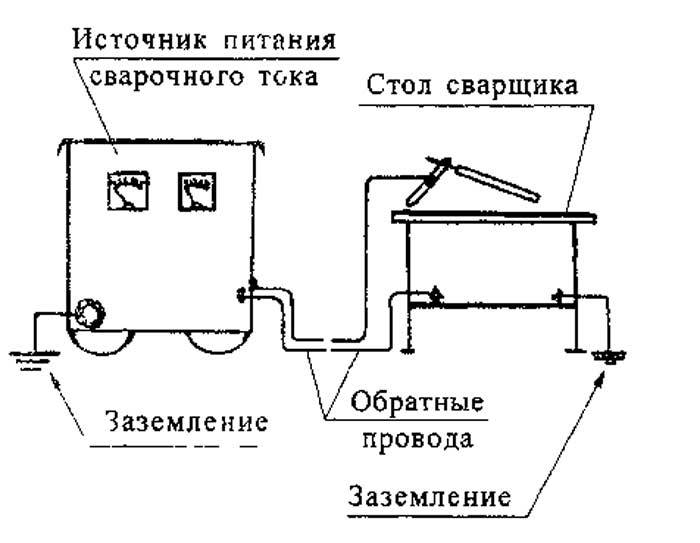
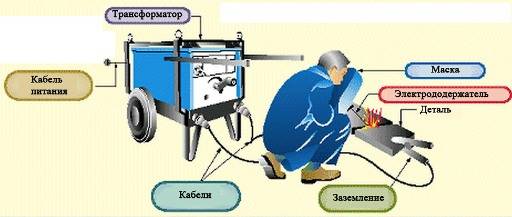
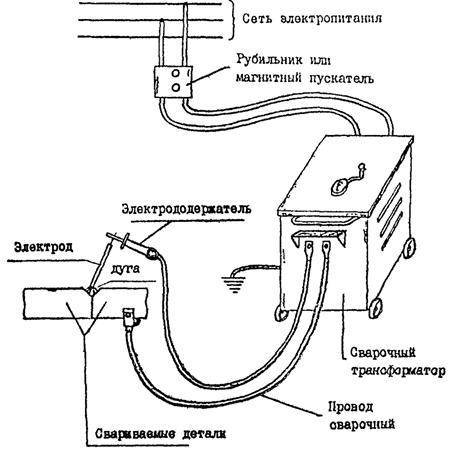
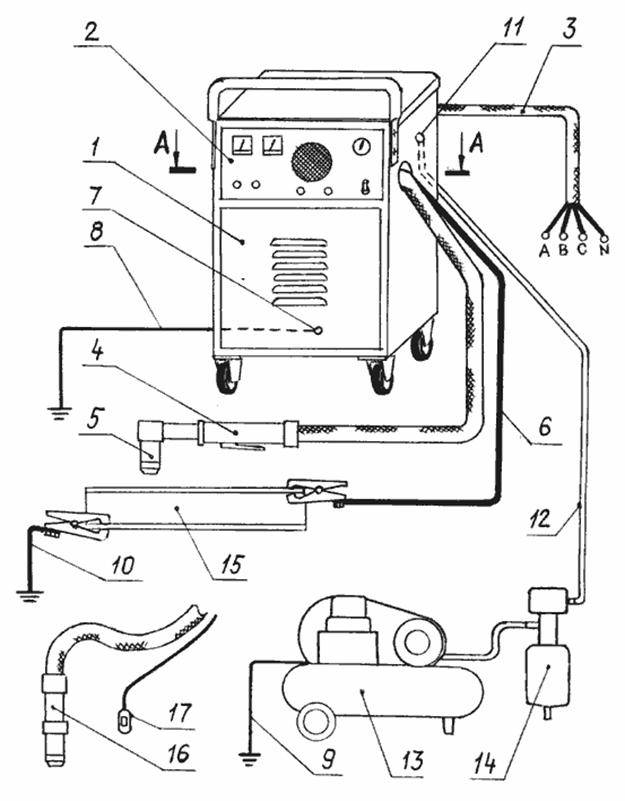
Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.
Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними. Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток. Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Типы клемм сварочных аппаратов
Правильно подобранные клеммы заземления помогут обезопасить сварщика от поражения электрическим током, и обеспечить высокое качество шва. Клеммы заземления необходимо выбирать исходя из максимального тока и веса кабеля, подсоединенного к зажиму. Учитывается надежность контакта клемм с рабочей поверхностью свариваемой детали (ее обеспечивает жесткость пружины). Угол раскрытия зажима должен создавать надежное соединение с деталями любых габаритов.
Клеммы заземления делятся на три основных вида:
- зажим типа «Крокодил»;
- магнитный зажим;
- струбцина.
Наиболее часто для заземления сварочного аппарата используются магнитный зажим и зажим «крокодил». Использование магнитного зажима упрощает установку массы на деталях неправильной формы, закругленных поверхностях и конструкциях, на которых затруднительно прикрепить клемму другого типа.
Зажим типа «крокодил» отличается надежностью соединения с поверхностью детали и удобством использования. Для того чтобы продлить срок службы зажима «крокодил» нельзя допускать сильного перегрева пружины, которая является одним из основных элементов клеммы.
Правила безопасности при работе со сварочным инвертором
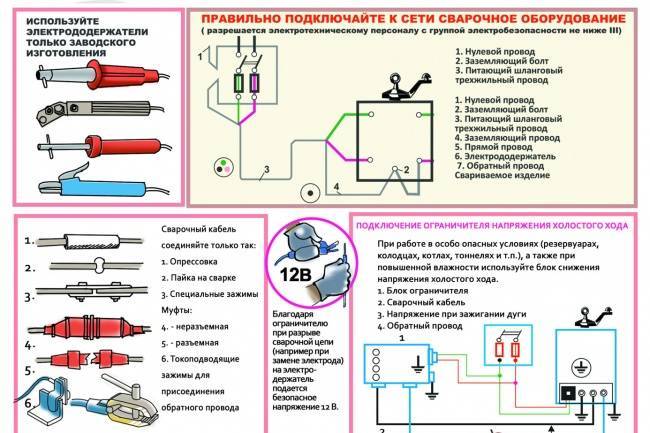
При выполнении сварочных работ, используя инвертор, замыкание фазы на корпус может стать причиной несчастного случая. Кроме этого, в бюджетных инверторах китайского производства нередко случаются пробои силового трансформатора. Вследствие подобной неполадки держатель электрода и клемма массы становятся токопроводящими, и несут опасность. Заземление могло бы обезопасить сварщика от поражения током, но его применение зачастую невозможно при использовании переносного оборудование для сварки. Потому, при использовании инвертора, необходимо наряду с заземлением использовать УЗО.
Монтаж оборудования
После того, как будет определён тип грунта, где планируется установка заземления, можно приступать к установке стержней.
Прежде чем устанавливать стержни в землю, необходимо снять верхний слой грунта на глубину не менее 0,5 метра. Обычно такая траншея делается по периметру всего здания. Расстояние между вертикальными заземлителями должно быть не более 5 метров. Количество вертикальных заземлителей несложно подсчитать, если общую длину траншеи разделить на «5». Например, при общей длине траншеи в 50 метров, количество вертикальных заземлителей составит 10 штук.
Для того чтобы осуществить проникновение стержней в грунт на необходимую глубину, можно их вбить с помощью кувалды. Если грунт мягкий, а длина стержней не превышает 3 метров, то монтаж ручным способом не займёт много времени и сил. Для удобства дальнейшего монтажа, необходимо установить вертикальные стержни в траншее таким образом, чтобы они возвышались от дна на высоте 10 — 20 см.
Если грунт достаточно каменист, можно применить отбойным молоток со специальной насадкой для установки вертикальных стержней.
Оригинальным способом монтажа пользуются в том случае, если есть трактор-экскаватор типа «Петушок». Гидравлический привод управления ковшом позволяет с достаточным усилием воздействовать на вертикально поставленный стержень, чтобы последний полностью вошёл даже в каменистый грунт.
Диаметр горизонтально расположенных стержней должен составлять не менее 10 см, иначе не будет достигнуто показание сопротивления на необходимом уровне.
Соединить стержни между собой можно стальной лентой. Ширина ленты должна быть не менее 48 мм, а толщина металла — не менее 4 мм. Сварка должна быть выполнена качественно, чтобы в местах соединения металла не образовался процесс коррозии, который может быть значительно усилен токами, проходящими через сварной шов.
Чтобы обеспечить беспрепятственное истечение электрического тока по проводнику следует обеспечить по всему периметру электрического контура, сопротивление вертикальных заземлителей, равное 4 Ом. Если не удаётся добиться данного идеального показателя сопротивления, допустимо отклонение этого значения до 10 Ом, без ухудшения защитных свойств вертикального заземления.
Если сразу после установки электротехнической защиты её вводят в эксплуатацию, то места, где расположены вертикальные стержни, необходимо полить значительным количеством воды. Таким образом удаётся восстановить структуру грунта, который будет максимально эффективно передавать электрический потенциал от металлических стержней земле.
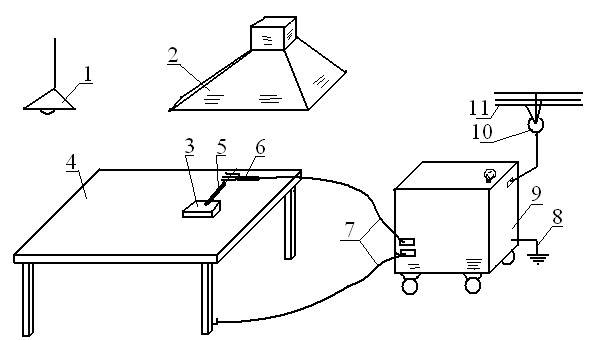
Требования к помещениям для электросварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м2 на каждый сварочный пост.
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина – не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2х1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены. Высота стенок кабины должна быть не менее 2 м, зазор между стенками и полом – 50 мм, а при сварке в среде защитных газов – 300 мм. В случае движения над кабиной мостового крана, ее верх должен быть закрыт сеткой с ячейками не более 50х50 мм.

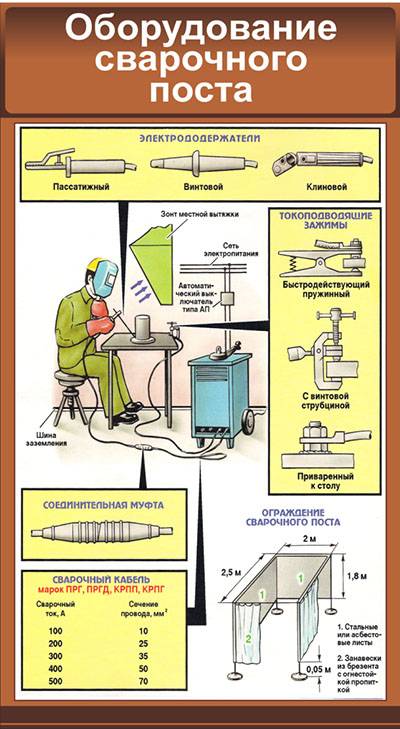


7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 “Естественное и искусственное освещение. Нормы проектирования”.
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м3/ч.
7.6.44. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочки со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Требования к заземлению сварочных аппаратов
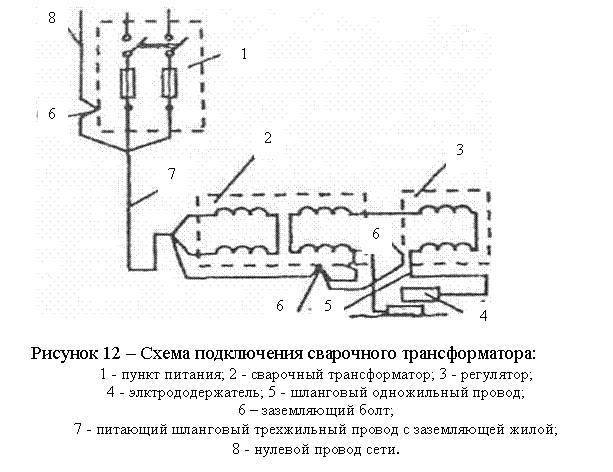
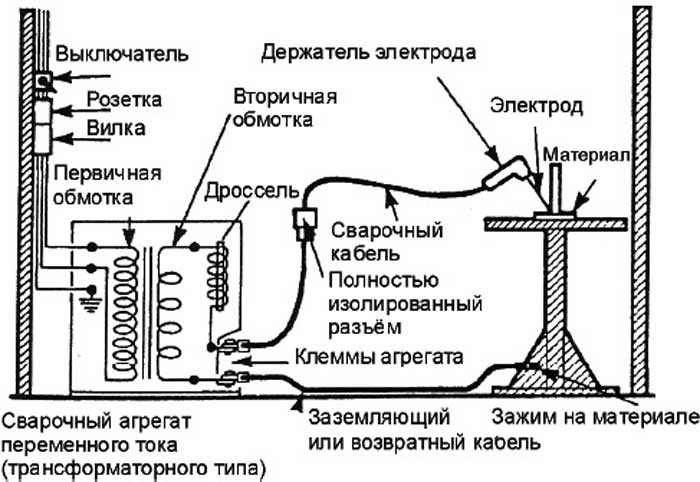
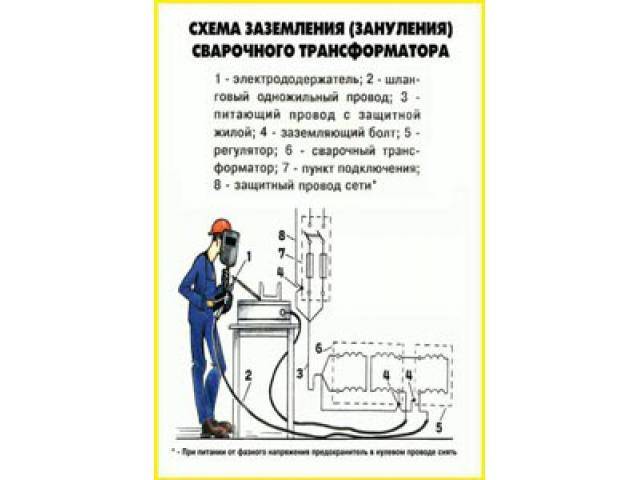
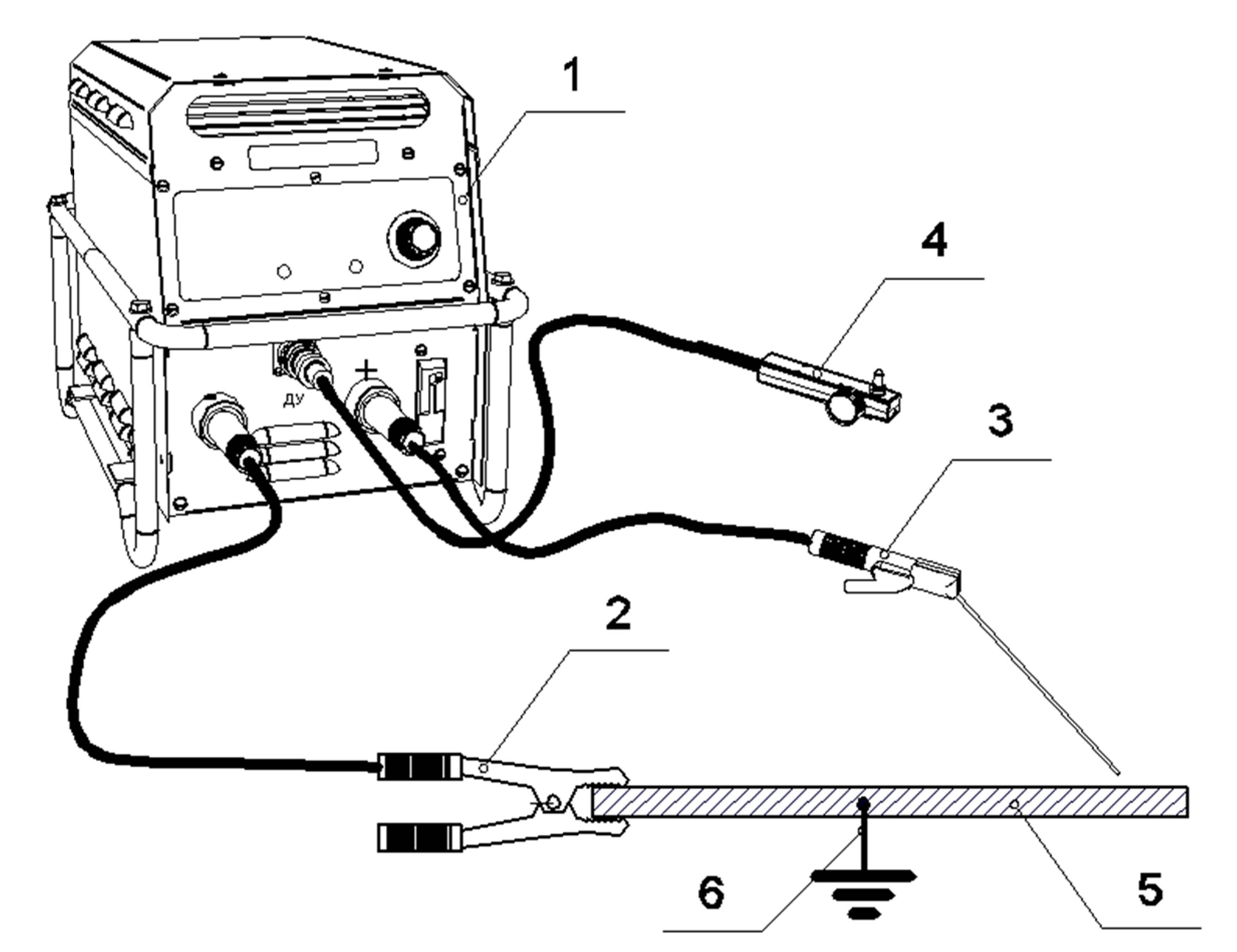
Как и для любого технологического оборудования, потребляющего электрический ток, для сварочных аппаратов существуют правила подключения заземления. Помимо необходимости заземления корпуса сварочной электроустановки с контуром заземления здания, заземляют один вывод вторичной обмотки аппарата, а ко второму, соответственно подключается электрододержатель. При этом вывод вторичной обмотки, требующей заземления, должен быть обозначен графически и иметь стационарное выведенное крепление, для удобного соединения с заземлителем. Переходное сопротивление контура заземления не должно превышать 10 Ом. В случае необходимости увеличения электрической проводимости контура заземления, увеличивают контактную площадь соединения.
Последовательное соединение сварочных аппаратов с заземлителем также запрещено. У каждого аппарата должно быть отдельное соединение с заземленной магистралью здания.
Заземление электроустановок потребителей – это не формальность, а необходимая техническая мера безопасности, которая позволит не только стабилизировать работу оборудования, но и спасти жизнь персоналу, обслуживающему и контактирующему с ним.
Защита электроприборов
Для обеспечения требуемого уровня защиты при работе с электрическими приборами различного типа возможны следующие защитные меры:
- надежная защита открытых для общего доступа токоведущих частей;
- усиление защитной изоляции методом ее наращивания;
- ограничение доступности к корпусам оборудования.
Кроме того, для этих целей могут применяться пониженные напряжения (если это позволяют особенности конструкции).
Чтобы избежать нежелательных пробоев изоляции и попадания опасного напряжения на корпуса электроприборов используются следующие «классические» методы:
- Наличие защитного заземления.
- Система выравнивания потенциалов.
- Дополнительная (усиленная) изоляция токоведущих частей.
В отдельных случаях ограничение проявляется в том, что такие образцы электроаппаратуры не допускается эксплуатировать в особо опасных помещениях (влажных или с сильным запылением). Если наряду с заземлением применяются другие способы защиты работающих с приборами людей – они не должны взаимно исключать друг друга. Другими словами их действие не должно снижать эффективность уже имеющейся и работающей в этом месте защиты.
Применение элементов естественных заземлителей допускается только в ситуациях, когда исключена вероятность нанесения подземным конструкциям ощутимого ущерба, связанного с протеканием по ним аварийного тока.
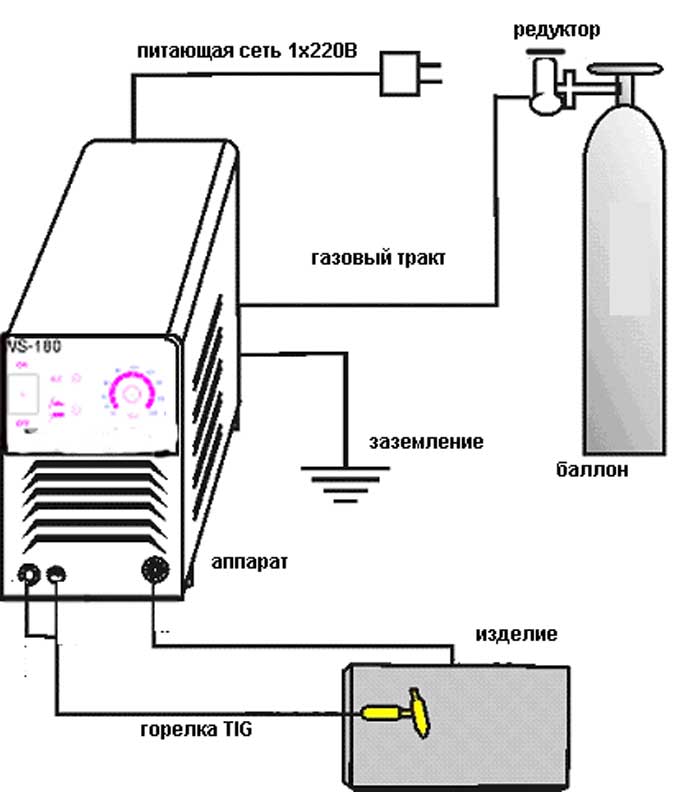
Заземление оборудования для сварки
Любые устройства, питающиеся от электросети, согласно требованиям ПУЭ должны заземляться, что гарантирует надёжную защиту работающего на них персонала от случайного поражения электрическим током. Заземление сварочного аппарата, относящегося к категории таких электрических приборов, также считается обязательным. В инструкции к любому инвертору или трансформаторному сварочному оборудованию указано, что включать его без заземления запрещено.
Особенность работ по заземлению
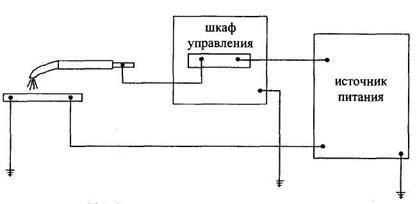
С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей.
Специфика заземления сварочного оборудования проявляется в следующих требованиях:
- последовательное заземление нескольких сварных агрегатов или постов недопустимо (каждая единица оборудования должна иметь своё собственное заземляющее устройство – ЗУ);
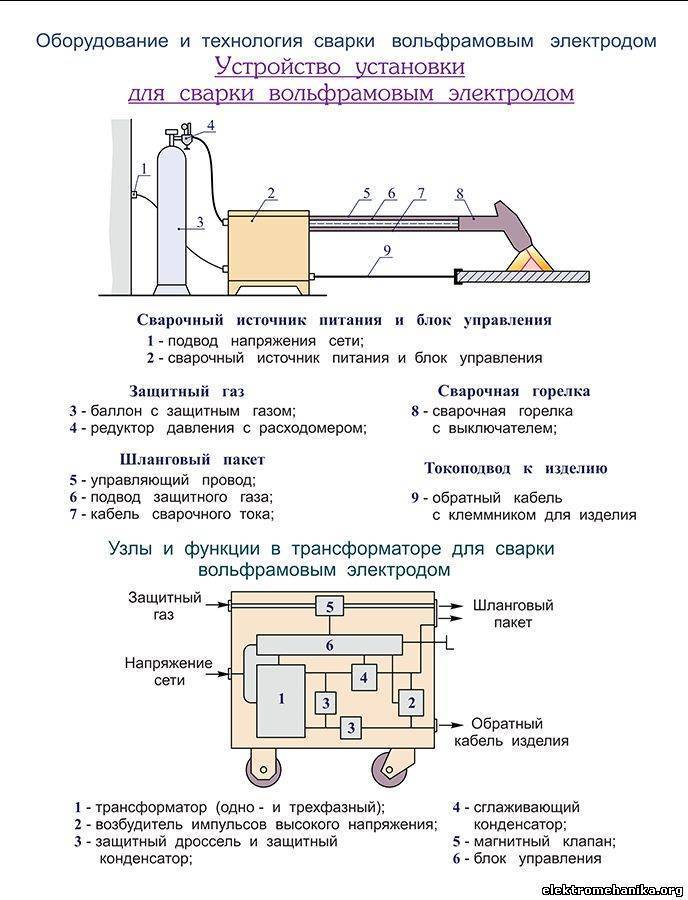
- к устройству заземления должны подключаться все токоведущие части сварочного оборудования, включая вторичные выводы трансформаторного преобразователя;
- временное крепление специального заземляющего проводника должно производиться с высокой степенью защиты от ослабления (на болтовой контакт, оснащённый специальной шпилькой);
- место подключения заземляющей шины должно помечаться специальным символом, с понятным для оператора обозначением.
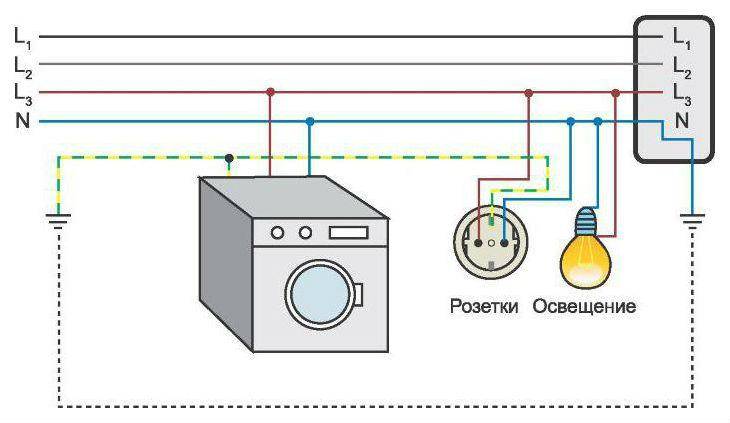
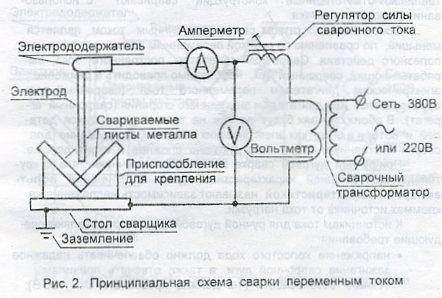
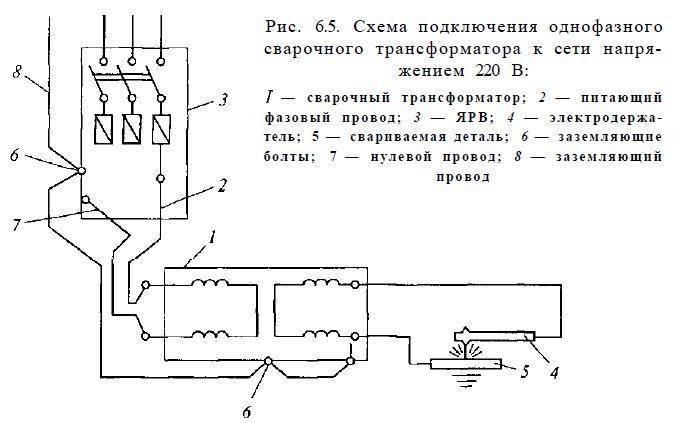
Помимо этого, при включении оборудования для сварки в питающую сеть 220/380 Вольт с глухозаземленной «нейтралью», такая защита должна быть организована и во входных цепях трансформатора. В домашних условиях функцию защиты от пробоя электротока на корпус сварочного оборудования выполняет УЗО.
Контроль состояния заземления
Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом. Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом.
В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом. Для обеспечения нормируемой величины переходного сопротивления используются искусственные приёмы его снижения (введением в прилежащий грунт специальных химикатов).
Независимо от способа обустройства заземляющей конструкции, все её открытые части (и в особенности – стыки) должны быть обработаны защитным составом. В качестве такого покрытия обычно используется разогретая до жидкого состояния смола.
И, наконец, с целью контроля исправности системы заземлителей в соответствии с требованиями нормативов должны проводиться регулярные проверки их текущего состояния. В процессе таких проверок осуществляется визуальный осмотр открытых мест соединения частей ЗУ или делается контрольная выемка грунта на глубину, определяемую требованиями ПУЭ. В последнем случае проверяют состояние скрытых в земле шин и сварных соединений.
Виды материала (профили)
Согласно требованиям ПУЭ, содержащим указания на то, каким должно быть сопротивление растекания тока в грунте, в большинстве случаев этот показатель устанавливается на уровне не более 4 Ом. Для получения этого значения обычно приходится приложить немало усилий, направленных на то, чтобы придерживаться заданных теми же требованиями технологий.
В первую очередь, это касается используемых при сборке заземляющего контура материалов, подбираемых, исходя из следующих условий:
- При выборе штырей предпочтение должно отдаваться заготовкам из черного металла;
- Наиболее часто применяется пруток типоразмером 16-20 мм или уголок с параметрами 50х50х5 мм и толщиной металла около 5 мм;
- Применять в качестве элементов контура арматуру не допускается, поскольку она обладает каленой поверхностью, влияющей на нормальное стекание тока;
- Для этих целей подходит именно чистый пруток, а не его арматурный заменитель.
Обратите внимание! Для районов с засушливым летом лучше всего подходят трубные толстостенные металлические заготовки, нижний конец которых сплющивается на конус, а затем в этой части трубы просверливаются несколько отверстий. Согласно положениям ПУЭ, перед их размещением в грунте сначала бурятся лунки нужной длины, поскольку забить их вручную достаточно проблематично
В случае особо засушливого лета и резком ухудшении параметров заземлителя в полые части труб заливается концентрированный соляной раствор, что позволяет получить такое сопротивление, какое должно быть в соответствии с требованиями ПУЭ. Длина трубных заготовок выбирается в пределах 2,5-3 метра, что вполне хватает для большинства российских регионов
Согласно положениям ПУЭ, перед их размещением в грунте сначала бурятся лунки нужной длины, поскольку забить их вручную достаточно проблематично. В случае особо засушливого лета и резком ухудшении параметров заземлителя в полые части труб заливается концентрированный соляной раствор, что позволяет получить такое сопротивление, какое должно быть в соответствии с требованиями ПУЭ. Длина трубных заготовок выбирается в пределах 2,5-3 метра, что вполне хватает для большинства российских регионов.
К этому виду профильных заготовок предъявляются особые требования, касающиеся порядка их размещения в почве и состоящие в следующем:
- Во-первых, трубные элементы защитного контура должны размещаться на глубине, превышающей уровень промерзания грунта не менее чем на 80-100 см;
- Во-вторых, в особо засушливых местностях примерно треть длины заземлителя должна достигать влажных слоёв почвы;
- В-третьих, при выполнении второго условия следует ориентироваться на особенности расположения в данном регионе так называемых «грунтовых вод». В случае если они находятся на значительной глубине, по правилу, сформулированному в положениях ПУЭ, необходимо будет подготовить более длинные трубные отрезки.
С видом и профилем используемых при обустройстве заземлителя штыревых заготовок можно ознакомиться на размещённом ниже рисунке.
На практике в большинстве регионов России обычно применяются стальной уголок и полоса из того же металла. Для того чтобы получить более точные параметры используемых элементов заземления, потребуются данные геологических обследований. При наличии этой информации можно будет привлечь к обсчёту параметров заземлителя специалистов.
Из чего делается металлосвязь
Соединяющие штыри элементы (металлосвязь) обычно изготавливается из следующих электротехнических материалов:
- Типовая медная шина, имеющая сечение на менее 10 мм2;
- Алюминиевая полоса с поперечным сечением порядка 16 мм2;
- Стальная полоска 100 мм2 (типоразмер – 25х5 мм).
Классическая металлосвязь делается обычно в виде нарезанных по размеру стальных полос, крепящихся на сварку к уголкам или оголовкам прутка.
Важно! От качества сварочного сочленения зависит, сможет ли данное заземляющее устройство или контур пройти проверочные испытания на соответствие переходного сопротивления нормируемому значению (4 Ома)
При применении более дорогих алюминиевых (медных) полосок к ним на сварку крепится болт подходящего типоразмера, на котором впоследствии фиксируются подводящие шины
Главное, на что нужно обращать внимание при обустройстве любых соединений, – это надёжность получаемого в результате контакта
Для этого перед оформлением болтового сочленения необходимо тщательно зачистить обе соединяемые детали до появления блеска чистого металла. Дополнительно эти места желательно обработать шкуркой, а после закручивания болта хорошо его поджать, что обеспечит более надёжный контакт.





