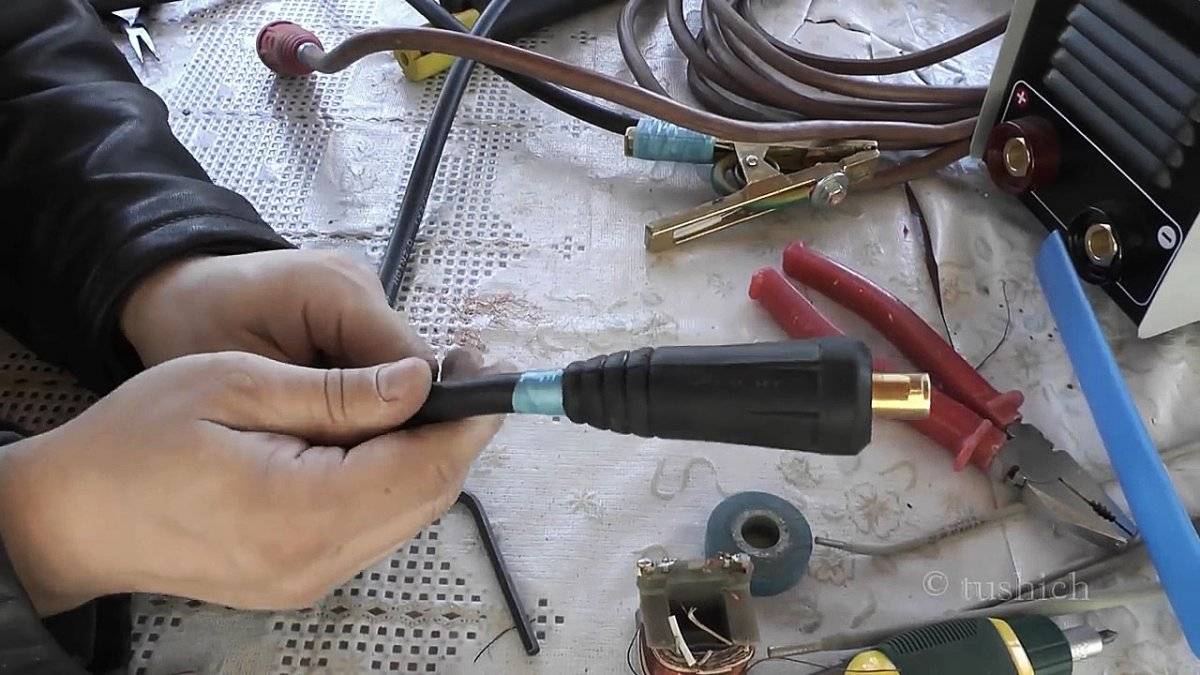
Конструкция сварочного кабеля
Для обеспечения нормального функционирования инвертора следует использовать провода с медным основанием. Именно медь является лучшим проводником электрического тока. Также следует применять шнуры, обладающие высокой гибкостью. Они упрощают рабочий процесс и гарантируют свободу действий исполнителя. Конструкция кабеля включает следующие элементы:
- токопроводящая медная жила круглой формы состоит из множества проволок, сечение которых не превышает 0,2 мм;
- покрытие провода может быть выполнено из резины или из каучука (натурального или бутадиенового);
- разделительный слой сделан из специальной прозрачной пленки, предотвращающей слипание покрытия и жилы.
Аппараты для сварки проводки
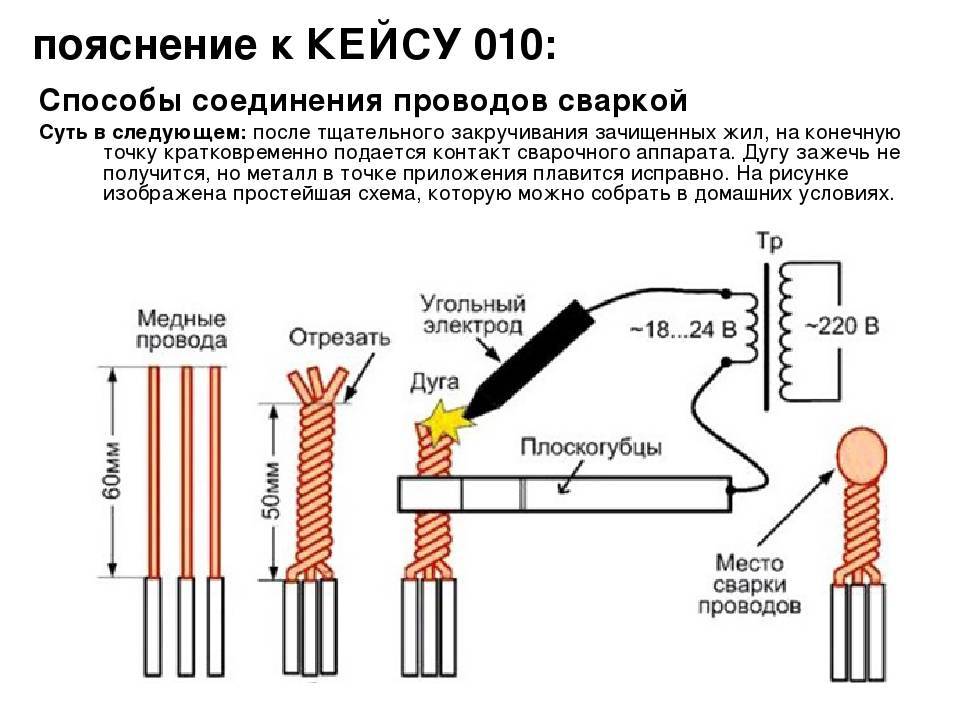
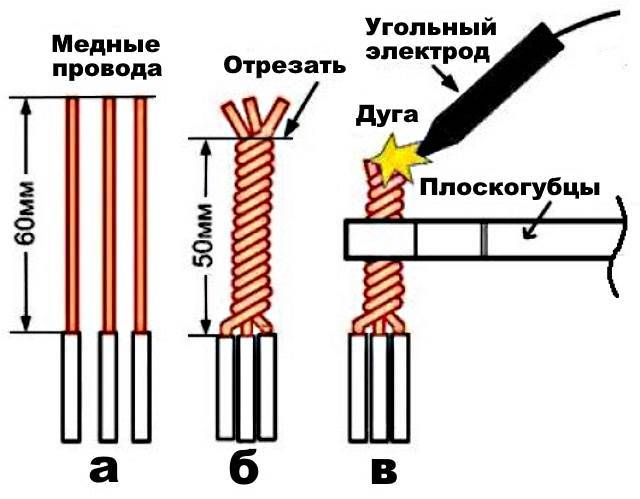
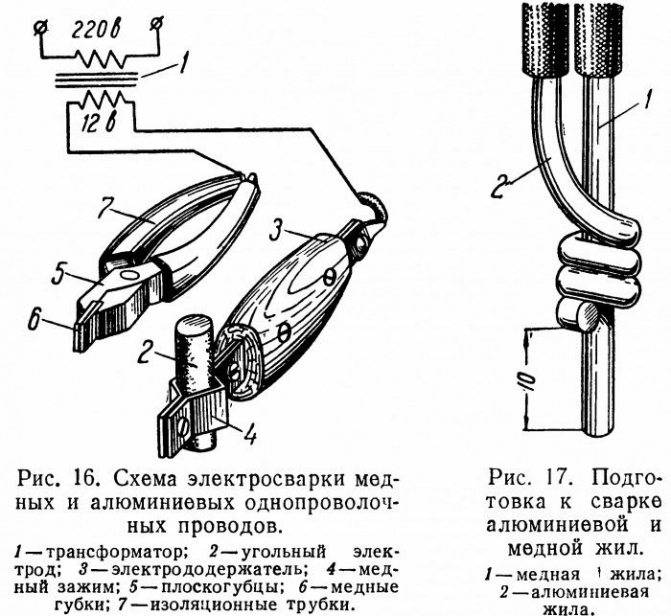
Чтобы сварить несколько медных проводов, необходимо кратковременно пропустить через место будущего соединения большой ток. В подавляющем большинстве случаев в качестве источников столь высоких токов выступают устройства 2 типов:
- Железный трансформатор. Простой и надежный аппарат.
- Сварочные инверторы. Современное, удобное решение.

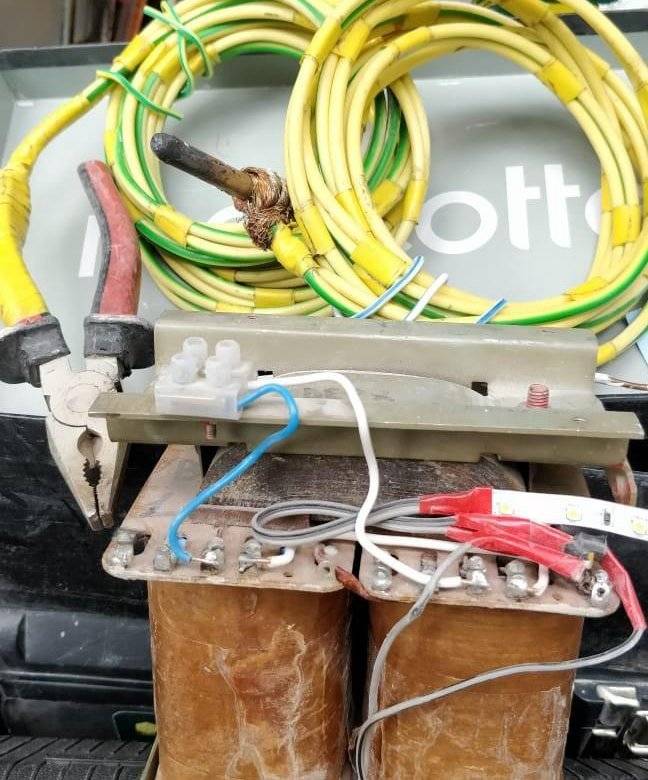
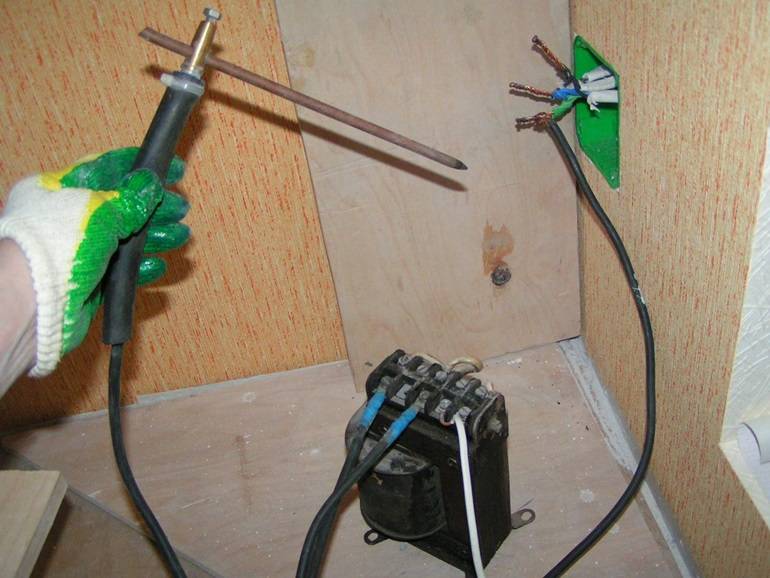
Аппарат из железного трансформатора
В основе такого аппарата для сварки проводов лежит мощный трансформатор с железным сердечником. Идеально, если он советского производства, ведь техника тех времен выполнялась с запасом по мощности.
Трансформатор берет от розетки 220 В и понижает их до низкого и безопасного для человека напряжения 12-48 В. При этом ток в выходной обмотке достигает значений порядка 25-250 А. Выходные параметры трансформатора рассчитываются заранее или подбираются путем изменения количества витков вторичной обмотки.

У железных трансформаторов есть весомые преимущества:
- в железном трансформаторе не получится легко и быстро выставить нужный выходной ток;
- большой вес, начиная примерно от 5-7 кг.
Современная инверторная сварка
Современные устройства на полупроводниках, микросхемах и транзисторах — это те же сварочные аппараты, которыми сваривают железные трубы и заборы. Только для оплавления медной проводки необходимы другие типы электродов.
Сварка инвертором имеет следующие плюсы:
- легкий вес;
- возможность выставить требуемое значение тока с точностью до 1 А.
- сложный ремонт, требующий опыта и знаний в электронике;
- аппарат нужно содержать в чистоте и сухости, иначе он сгорит в неподходящий момент.

Изготовление инвертора для опытных мастеров
Сборка самодельного аппарата такого типа достаточно сложна. Для этого нужно обладать опытом ремонта электронных устройств. Однако приобретать дорогие детали и узлы для этого необязательно. Блок питания извлекают из нерабочего компьютера или телевизора.
Схема прибора
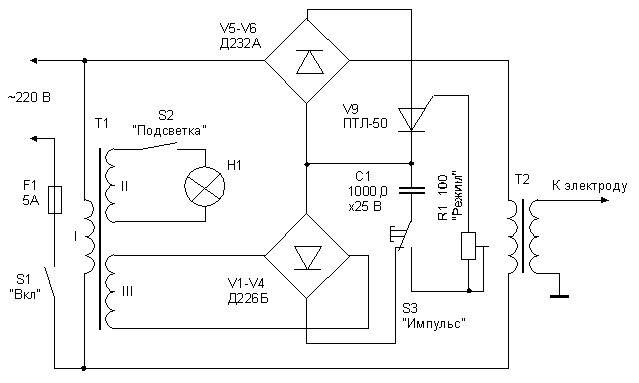
При первой сборке рекомендуется использовать простую готовую схему, включающую следующие элементы:
- Питающий блок для преобразователя и управляющей системы. Изготавливается из оптрона, используемого для подачи тока компонентам компьютера.
- Блок накопления заряда для дежурной дуги. Изготавливается на базе транзисторов КТ972, которые размещаются на радиаторах. Для соединения этих компонентов используют автомобильные реле на 40 А. Для управления применяются защитные автоматы номиналом 25 А. Напряжение холостого хода составляет 300 В, при сварке этот параметр снижается до 50.
- Преобразователь тока. Самыми важными частями этого блока являются катушки индуктивности. Настройку их параметров производят посредством резисторов. При несогласованности значений ток имеет недостаточную силу.
- ШИМ из печатной платы US3845. Деталь снабжают транзисторами марки КТ972.
Рассматриваемая схема инвертора преобразует поступающее от сети переменное напряжение в постоянное. Это помогает получить ток с характеристиками, требуемыми для формирования прочного сварного соединения.
Необходимые элементы
Для сборки агрегата понадобятся:
- компьютерный блок питания;
- медные провода;
- микросхема US3845 (приобретается в готовом виде);
- корпус от старой СВЧ-печи или системного блока;
- транзисторы.
Особенности сварки алюминиевого провода
Сварка алюминиевых проводов, преимущественно встречается в большой промышленности. Для процесса сваривания используют аргоном или привычный сварочный аппарат. Чтобы не перепалить провод, сварка производится на пониженной мощности.
Могут возникать некоторые трудности в виде оксидной плёнки, скорость её образования очень велика. В результате она остаётся на расплавленном металле. Чтобы этого избежать, используются газовая защитная среда и флюс для алюминиевого кабеля.
Сварка алюминиевого провода своими руками в домашних условиях, не является простой задачей. Нужно обладать сверхточными и быстрыми движениями, дабы избежать переплавки металла. Если Вы мастер без опыта, поработайте с газом на более низких скоростях. Но если опыта достаточно, самым удобным вариантом будет инверторный аппарат.
Сварка алюминиевого провода по шагам
Рассмотрим сварку алюминиевого провода по шагам:
- Сначала удаляем изоляцию и все лишние материалы;
- Далее концы заготовок обрабатываются флюсом. Это повысит итоговое качество;
- Включаем аппарат и настраиваем правильный режим работы;
- Начинаем сварку;
- Затем убираются лишние части, появившиеся в результате работы;
- Возобновляем изоляцию провода.
Как сделать сварочный аппарат своими руками
Изготовить сложный сварочный инвертор — занятие заранее провальное. Технически это возможно, но практически гораздо проще, быстрее и дешевле купить готовый источник тока. С железным трансформатором легче. Поэтому самодельный аппарат для сварки проводов легче сделать именно из него.
Расходные материалы и инструменты
Большинство инструментов и материалов для сборки доступны в домашних мастерских и электротехнических магазинах любого города. Сложности вызовет только поиск трансформатора. Не везде получится купить подходящий по мощности. Как вариант, можно поискать нужный на барахолках, блошиных рынках или поспрашивать у знакомых с заводов и предприятий.
Более подробный перечень необходимых инструментов и материалов выглядит следующим образом:
- понижающий трансформатор;
- материалы для крепежа и корпуса;
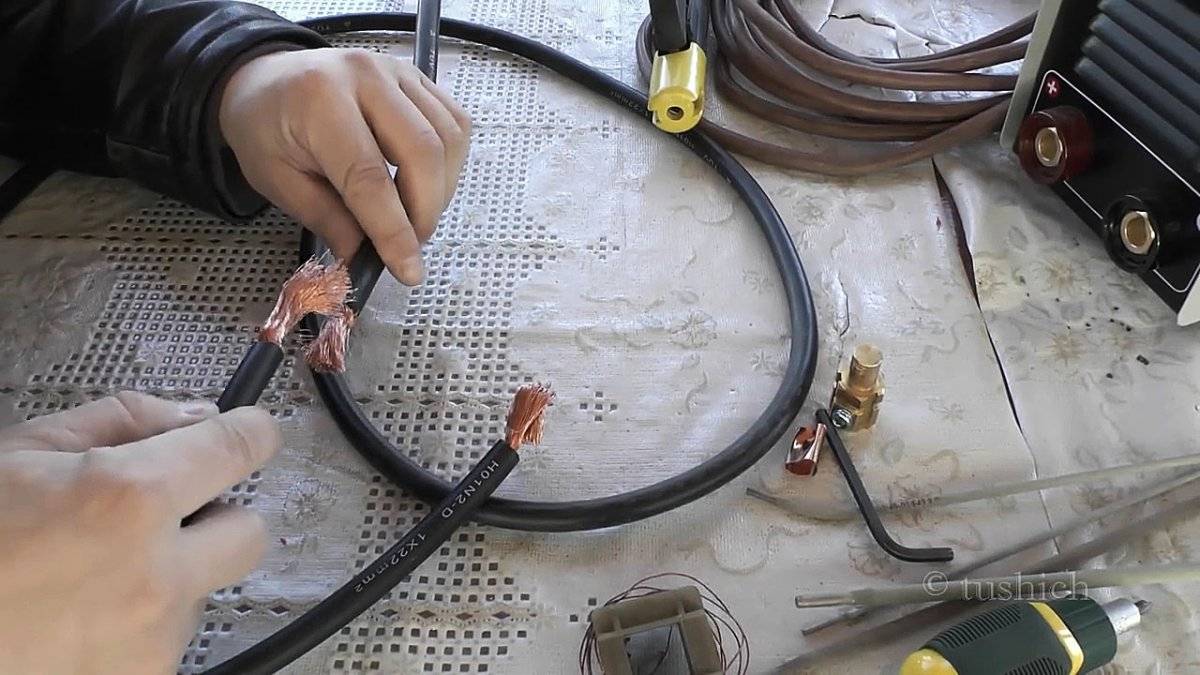
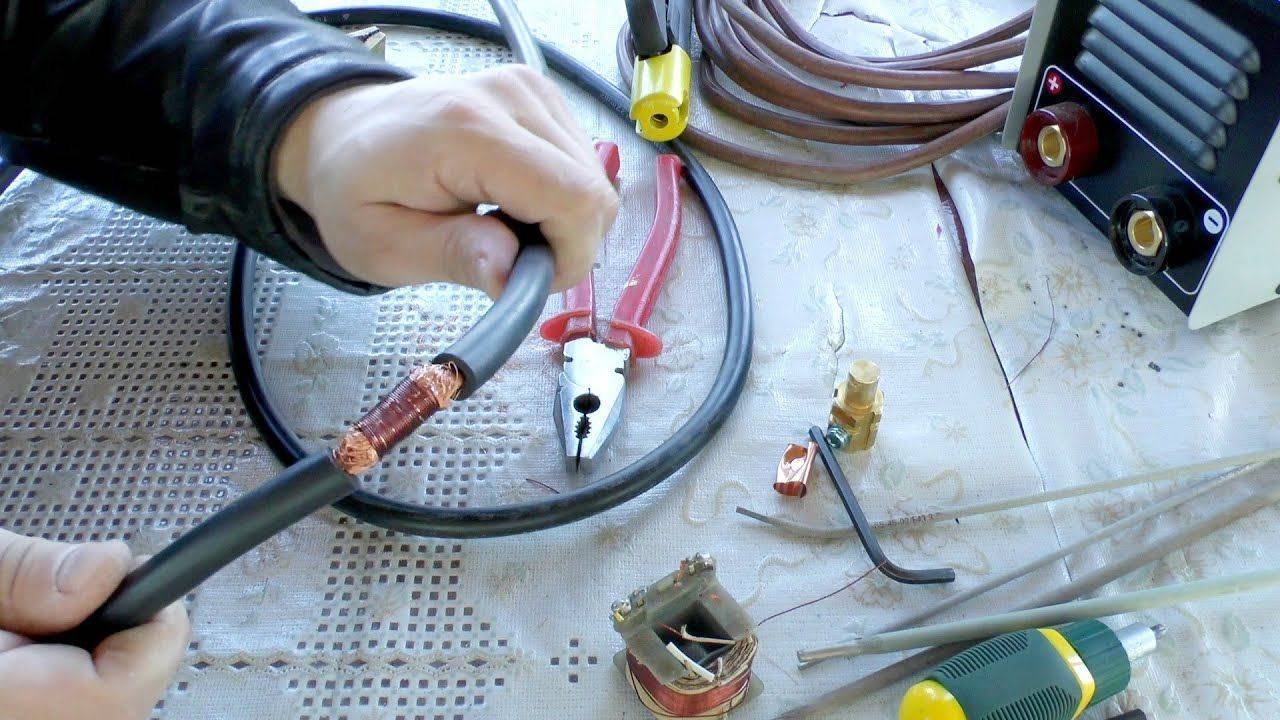
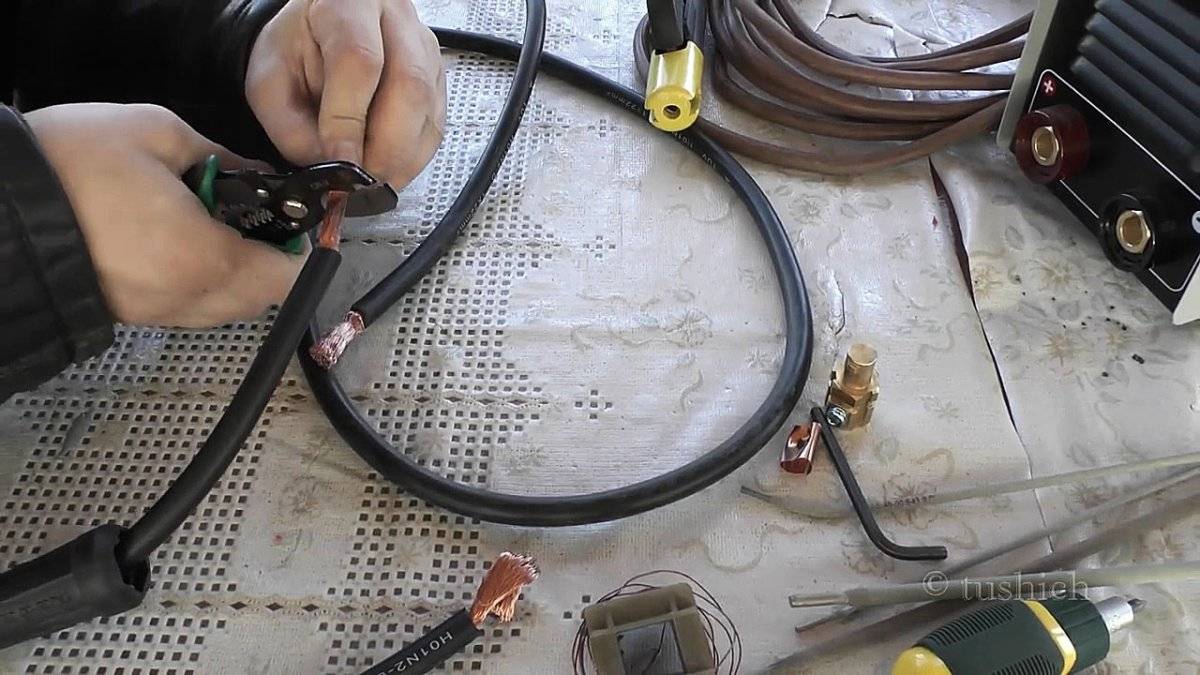
- медные гибкие провода большого сечения от 35 кв. мм;
- слесарные и измерительные инструменты, отвертки, ножовка по металлу и т. п.
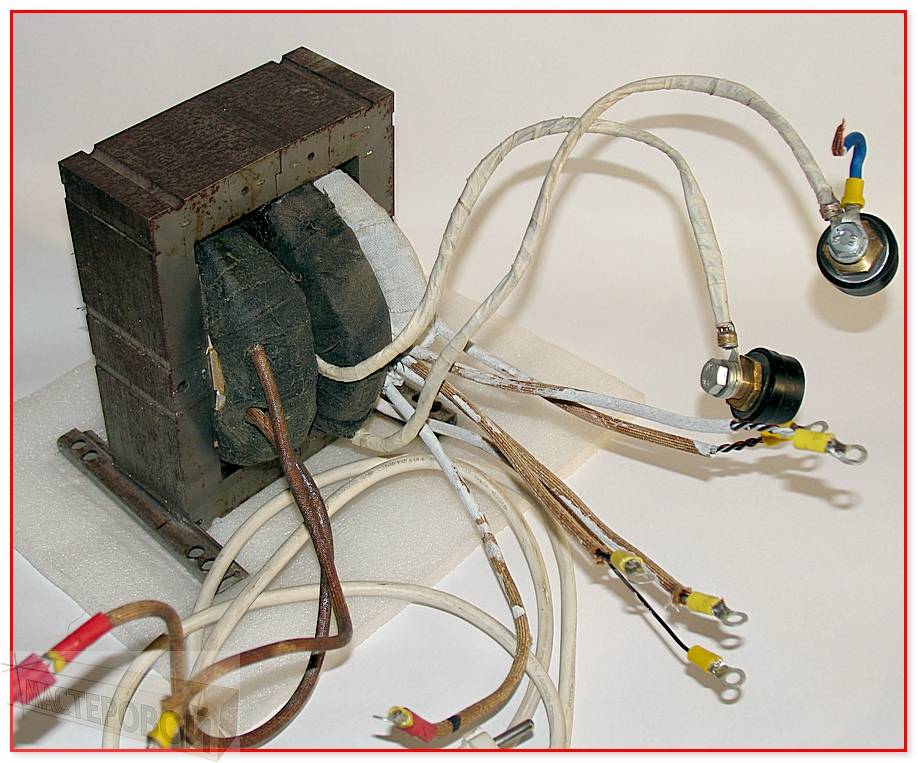
 Понижающие трансформаторы для изготовления аппарата
Понижающие трансформаторы для изготовления аппарата
Дополнительная информация. В качестве проводов для выходного тока отлично подходят гибкие многожильные AWG кабели в силиконовой изоляции. Их защитное покрытие выдерживает высокие температуры. Сам проводник мягкий и податливый для руки. С такими проводами удобнее работать и лазить по распределительным коробкам под потолком.
Инструкция по сборке
Сборка аппарата своими руками потребует минимальных навыков работы с ручным инструментом. Для удобства процесс изготовления следует разбить на 5 этапов:
- Подготовка корпуса. Он выбирается исходя из габаритов трансформатора.
- Поиск и монтаж трансформатора. Проверка его работоспособности.
- Подбор питающего кабеля. Защита аппарата от перегрузки.
- Установка выходных клемм. Другие способы соединения.
- Выбор и монтаж держака и электрода. Самодельные альтернативы.
https://youtube.com/watch?v=hPfc3aqfxBk
Корпус сварочника
Проще всего использовать готовый корпус от какого-либо электрического прибора. Например, от зарядного устройства авто или подходящего по размеру бесперебойника от компьютера. Желательно, чтобы корпус был из диэлектрического материала (пластик, карболит). Это станет плюсом в пользу безопасности будущего устройства. Если никакой из перечисленных вариантов не подходит, то проще всего сделать корпус из тонколистового железа толщиной 1-3 мм.

Подбор трансформатора
Нужный трансформатор иногда возможно найти в магазинах. Другой вариант — поискать у знакомых или намотать самостоятельно.
Первичная обмотка трансформатора рассчитывается на 220 В. Железо подбирается исходя из габаритной мощности в 200-1000 Вт. Маломощные трансформаторы пригодны для сварки тонких проводов, а высокомощные — для толстых.

Вторичная обмотка трансформатора наматывается проводом от 35 кв. мм, ведь ей предстоит испытывать токи короткого замыкания. В качестве материала выходной обмотки лучше использовать медь. Это уменьшит потери на нагрев.
Питающие кабели
Сетевой провод питания 220 В подбирается исходя из мощности трансформатора. Для устройств с потреблением 1 кВт его сечение берется не менее 4 кв. мм. Толстый кабель лучше и тем, что его сложнее надломить или порвать в условиях ремонта и прокладки проводки.

Для защиты аппарата нелишним будет в цепи первичной обмотки установить плавкий предохранитель или автоматический выключатель. Так трансформатор будет защищен от перегрузки по току.
Применение клемм
По возможности стоит избегать применения клемм. Они имеют свойство со временем разбалтываться и обгорать, особенно на больших токах вторичной обмотки трансформатора. Самые надежные соединения выполняются сваркой, пайкой или опрессовкой.




Однако в некоторых случаях клеммы — это удобно. Например, на выходе сварочного трансформатора. Применяя клеммы, можно переносить аппарат отдельно от его проводов. Главное следить, чтобы во время работы клеммы не окислялись, не болтались и не перегревались. Периодически допустимо убирать загрязнение при помощи напильника.

Держатель для электрода
Сварка осуществляется графитовым электродом, покрытым тонким слоем меди. Такая комбинация обеспечивает хорошую проводимость меди в сочетании с жароустойчивостью графита. Подобные электроды имеются в продаже.
Если же найти их не удалось, то можно изготовить самостоятельно из графитовой щетки электродвигателя. Ее следует взять покрупнее и выпилить ножовкой по металлу до желаемого размера.
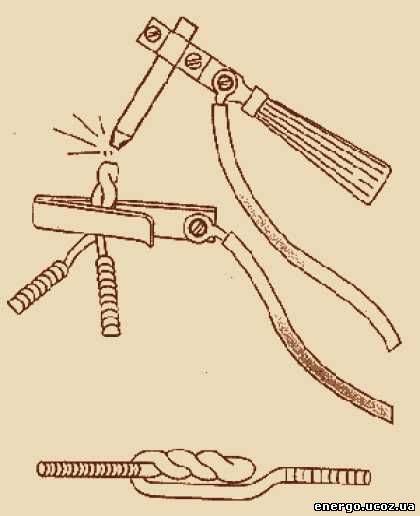
 Самодельные держаки для сварки
Самодельные держаки для сварки
Держак выполняется из пары медных шин и болтов для затяжки. Приспособление должно надежно зажимать графитовый электрод.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
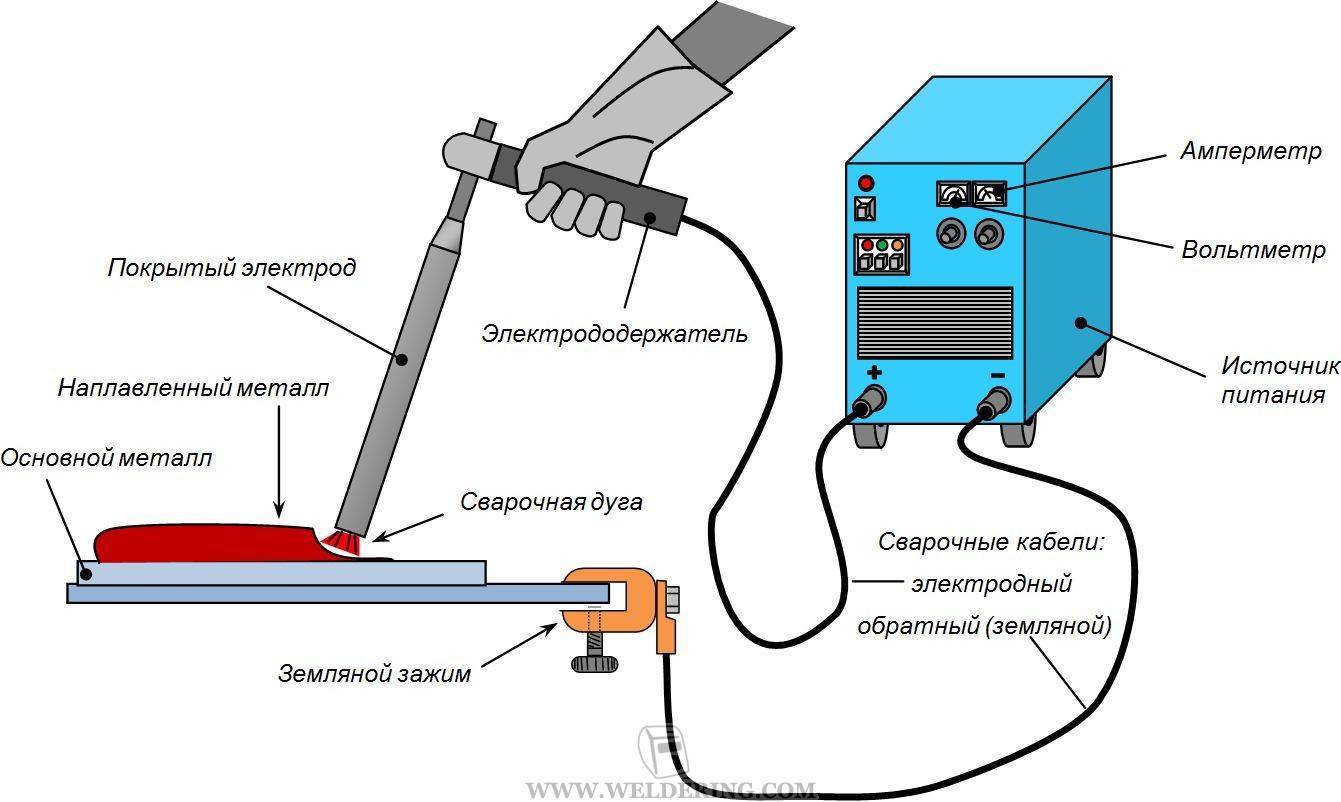
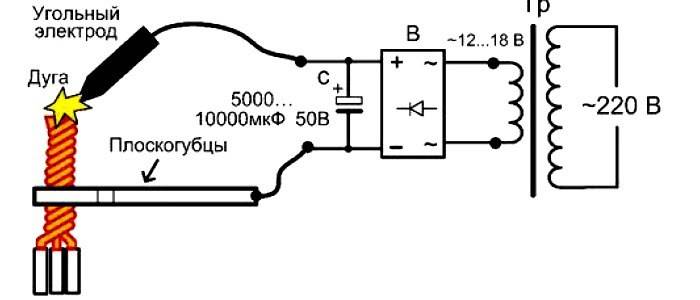
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc
Суть процесса
Принцип импульсной сварки. Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса – так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.




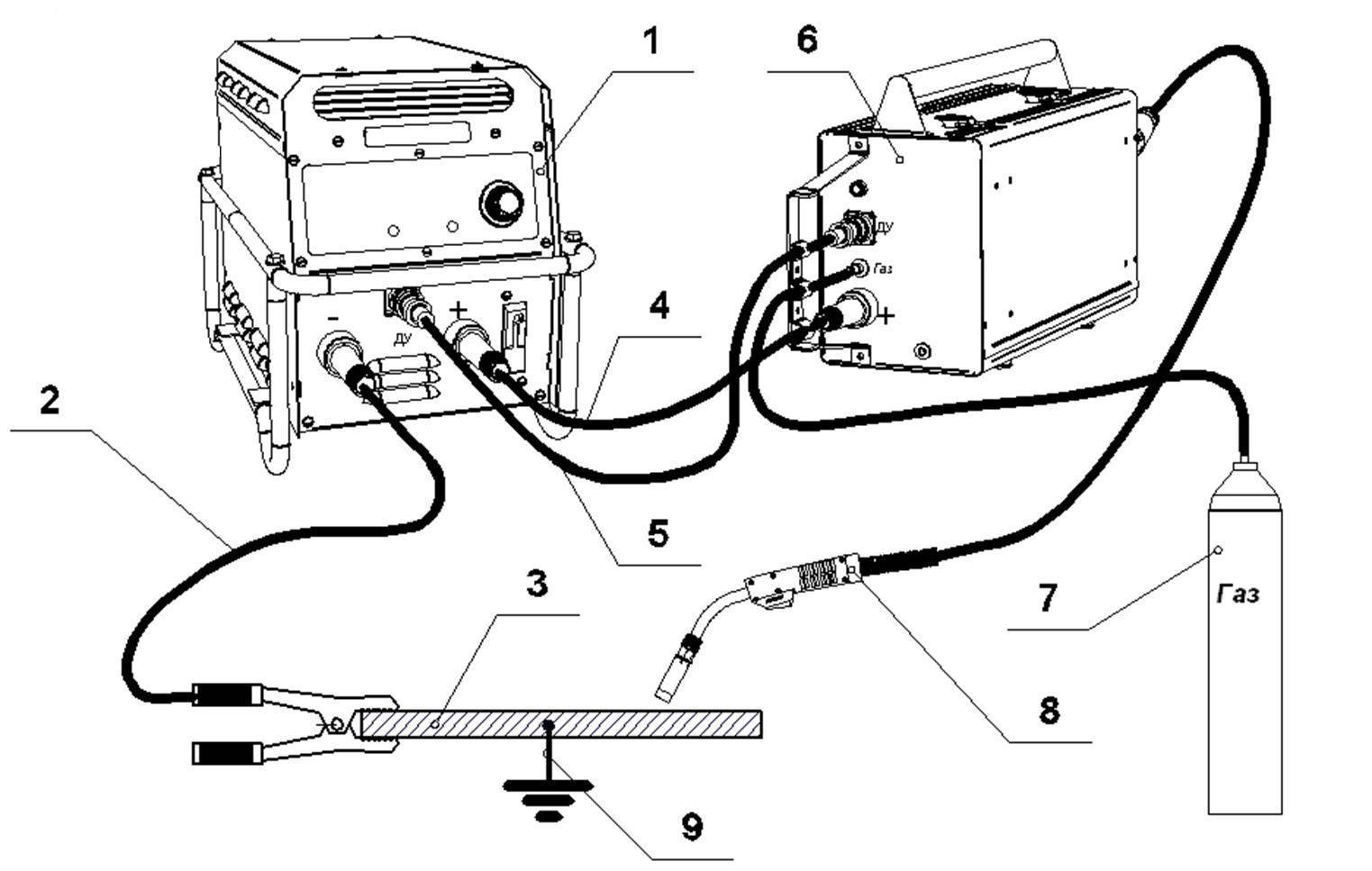
Оборудование для импульсной сварки требуется особое – это особый специализированный – импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
Электрическая схема устройства импульсной сварки. Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
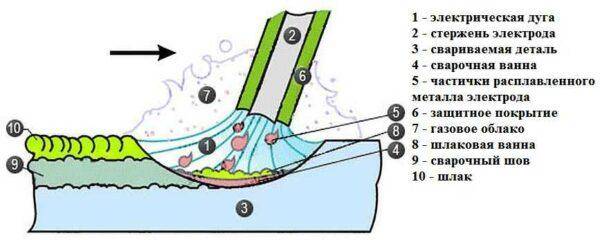
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
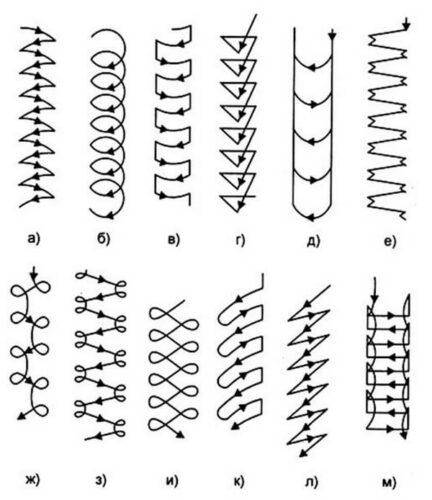
Варианты перемещения электрода при сварке
Виды электродов
Результат сварочных работ во многом зависит от того, насколько подходящий электрод для меди мы подобрали.
Ими сваривают различные виды стали, такие как легированная сталь, высоколегированная с нестандартными параметрами, конструкционная сталь.
Также электродные стержни широко применяются при сварке цветных металлов, чугуна. Еще одна область применения — наплавка металла (нанесение металла при помощи плавления).
Электроды имеют различное покрытие, отражается это при маркировке так:
- А – Кислотное. Содержит окись кремния, марганца, железа;
- Б – Основное.В составе – фтористый кальций, карбонат кальция. Ток для работ используется постоянный, с переменной полярностью;
- Ц – Напыление из целлюлозы. Содержит органические соединения, муку. В сварочной зоне создает защитное облако газа;
- Р – Рутиловое. Состоит из рутила, минеральных и органических компонентов. Также защищает зону сварки при помощи газа и препятствует разбрызгиванию металла во время сварки.
Теперь об электродах, необходимых для сваривания медных проводов. Их всего два вида – угольные, из электротехнического угля, и графитовые. Рассмотрим их особенности.
Электроды угольные
Основные области применения электродов из электротехнического угля – сваривание цветных металлов и сплавов, тонколистового металла. Кроме того, с их помощью можно исправлять дефекты литья. КПД сварной дуги при их использование низкое.
Температура дуги высока даже при низком значении силы тока.
Могут использоваться как без присадок, так и с применением присадочного материала (подача в дугу, укладка на шов), чаще всего присадки не используются. Температура плавления 3800оС, кипения – 4200оС.
Работы такими электродами проводятся с установкой прямой полярности, при нагреве они расходуются очень быстро.
Электроды графитовые
Как вы уже поняли из их названия – состоят они из графита, одной из модификаций углерода. Это мягкий материал с высокой электропроводимостью. Судя по отзывам, такие электроды считаются более удачными для меди, чем угольные.
Стоят они меньше, расходуются экономнее, хорошо подходят для инверторных аппаратов с регулируемой силой тока, при сварке они остаются целыми, а соединение, полученное с их помощью, отличается высокой прочностью и надежностью.
После таких работ металл становится более устойчивым к окислению. Экономное расходование электродных стержней из графита обусловлено высокой температурой, при которой графит плавится (в четыре раза выше, чем у меди).
Кроме того, их можно заменить на стержни использованных батареек или щетки коллектора.
Вместо стандартного держателя для использования таких заменителей необходимо взять зажим типа «крокодил», для электрода, а также для заземления.
В некоторых случаях это даже удобнее, так как такие зажимы имеют небольшие габариты. В частности, это их качество может пригодиться при работах с проводами в распределительной коробке.
Использование в быту
Для такого использования применяют карандаш, с температурой горения не ниже 1300 0C, при соблюдении технологических нюансов получается довольно прочное соединение крупногабаритных деталей. Разнообразие термических смесей позволит домашнему мастеру добиться высокого качества и прочности во время ремонта.
При выполнении работ надо строго соблюдать меры безопасности:
- обязательна защита лица и рук;
- при горении термита высвобождается большая тепловая энергия и яркий свет, поэтому нужны затемненные очки.
К. И. Мамонов, образование: ПТУ, специальность: сварщик 6-го разряда, опыт работы с 1999 года: «Не стоит рисковать своим здоровьем и самостоятельно приготовить термитную смесь в гараже или дома — последствия могут быть довольно плачевные».
Как отпаять провод?
Инструкция:
- Для начала вам необходимо подготовить паяльник. Необходимо разогреть инструмент, затем обработать флюсом, после чего аккуратно расплавить небольшое количество припоя.
- После этого оголить от изоляции необходимое место провода и очистить его от механических загрязнений.
- Лужение провода – необходимо нанести на провод флюс, и удалить все окисления.
- Зафиксировать провод.
- Обозначить область распайки – напильником выпилить небольшую рейку, по которой будет двигаться жало.
- Аккуратно двигаться жалом по размеченной линии, несколько раз, пока не достигнете результата.
- Подождать пока провод остынет до комнатной температуры.
- Нанести изоляцию.
Данный процесс не несет в себе никаких сложностей, единственное, что требуется – это следовать указаниям инструкции, процесс распайки не сильно отличается от процесса спайки двух проводов.
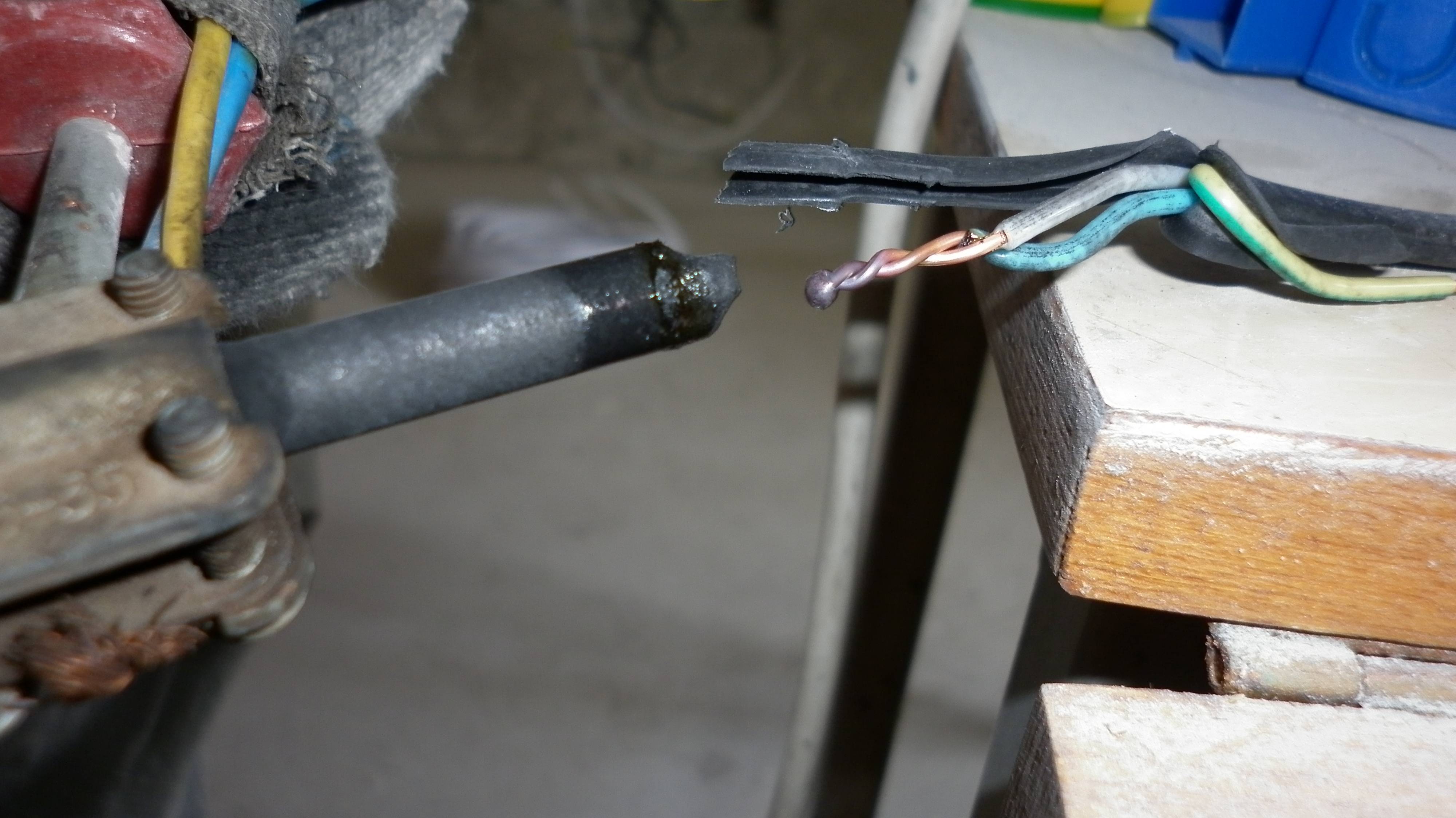
Сварка в распределительной коробке
Сначала стоит познакомиться с коробкой и оценить всю её значимость. Это наиболее важная часть всей электропроводки, идущей по квартире или дому. Относитесь к этому с полной серьёзностью.



Непосредственно для процесса спайки потребуется сварочный аппарат. Можем посоветовать одну из самых привлекательных моделей для таких целей. Это Patriot Max Welder DC-200 C
Он обладает бесшумным уровнем работы, высокой безопасностью, что важно при недостатках опыта и точной работой. Его вес составляет 4,5 кг, так что проблем с транспортировкой не возникает
Питается от сети 220 В, ток плавает в диапазоне 10-190 А. Цена находится на приемлемом для каждого уровне, от 8000 до 10000 рублей. Это не значит, что выбрать нужно только его, существуют и другие аппараты, подходящие под этот вид сварки не хуже.
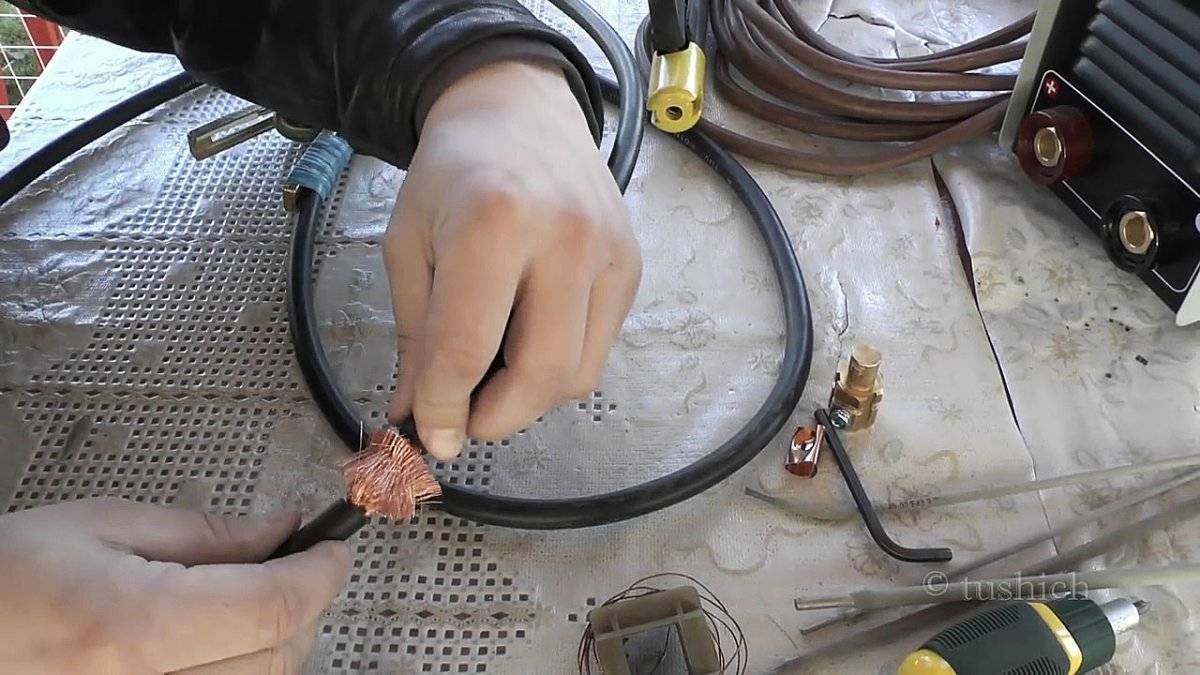
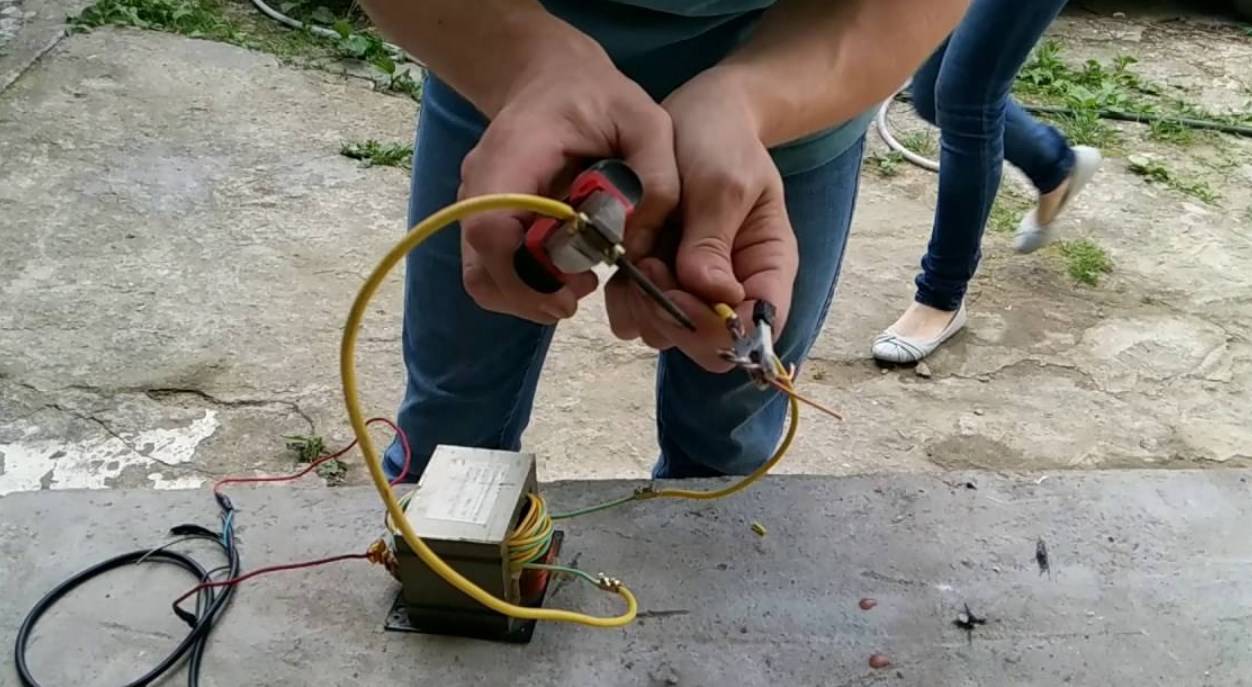
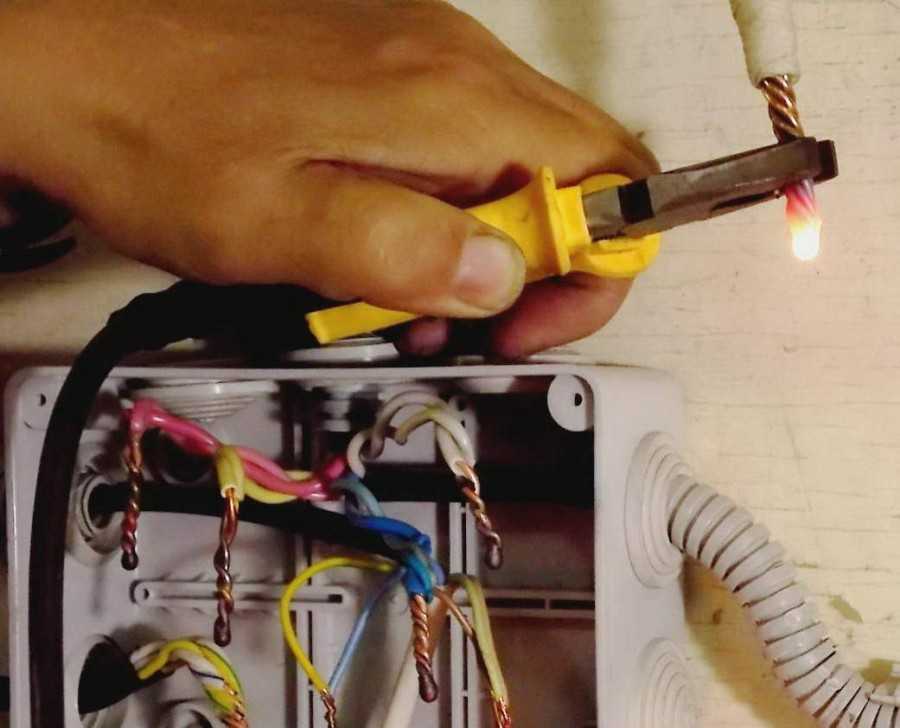
Начинается сварка проводов из меди в распределительной коробке с обеспечения всех мер безопасности. Настраиваем аппарат на мощность около 1 кВт. Электроды используются угольные и графитовые. Также понадобится флюс. Обязательно используется маска или специальные очки. Для уборки изоляции и скруток медных проводов, нужен нож и зажим в виде пассатижей. Под рукой должна быть всегда изолента, гайки и шурупы. Жилы провода зачищаются примерно на 4-5 см, затем скручиваются вокруг друг друга 7 раз. Приступаем к сварке.
Если вы не уверены в своих силах, потренируйтесь на похожих видах металла и скрутках. Когда всё получается, начинайте. О порядке сварки медных проводов, мы уже говорили ранее.
Технологические особенности
Технология, при которой место соприкосновения двух соединяемых металлов подвергается механическому усилию сжатия и последующему нагреву в результате пропускания электротока, называется контактной сваркой.
Контактная сварка
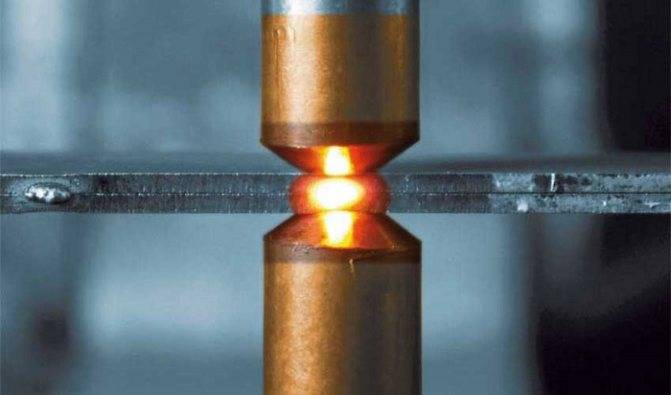
Конденсаторная сварка (КС) представляет одну из разновидностей подобной технологии с использованием аккумулированной энергии. Основное её отличие – кратковременная подача тока на стык, обусловленная временем разряда конденсаторов.
Внимание! Источником энергии электрического тока, проходящего через место контакта, служат конденсаторы, имеющие большую ёмкость. Разряжаясь через сварочную зону, они расплавляют металлы
Время воздействия тока на шов минимизировано (до 3 мс), тем самым нагрев получается дозированный и максимально нацеленный на место контакта
Этим обеспечивается устойчивое качество соединения деталей в местах стыка
Время воздействия тока на шов минимизировано (до 3 мс), тем самым нагрев получается дозированный и максимально нацеленный на место контакта. Этим обеспечивается устойчивое качество соединения деталей в местах стыка.
Используемое оборудование
Существует деление установок на трансформаторные и безтрансформаторные модели. Наличие трансформатора позволяет регулировать напряжение заряда и ток разряда. Использование при разряде понижающего трансформатора даёт увеличение сварочного тока.
У безтрансформаторного оборудования свои плюсы: конструктивная простота и возможность образования теплового поля непосредственно в зоне сопротивления контакта (на плоскости). В этом случае импульс тока, доходящий до 100 А, действует на заготовки в течение 0,005 с. При необходимости токи увеличивают до 1,2 кА (при U = 60 V) и воздействуют на детали до 0,6 с.
Советуем изучить Явление электромагнитной индукции

Трансформаторная и безтрансформаторная схемы КС
Основные приёмы
Соединение двух металлов с помощью КС можно выполнять несколькими способами. К ним относятся следующие категории подобной технологии:
- точечная – применяется для сопряжения элементов, у которых большая разница в толщине материала (лист и шпилька), а также используется для выполнения электровакуумных электронных изделий и в точном приборостроении;
- шовная или роликовая – с помощью такой технологии соединяют мембраны и сильфоны, контактными электродами служат ролики, а место соединения являет собой сплошной шов;
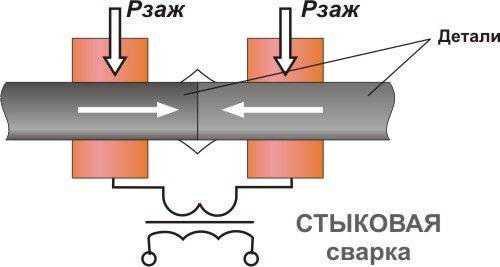
- стыковая – разряд сначала оплавляет концы заготовок, потом их прижимают (метод оплавления), или ток подают в момент соприкосновения поверхностей (метод сопротивления).
Информация. Метод оплавления требует обязательного наличия выступа на привариваемых деталях. Это цилиндр диаметром 0,6-0,8 мм и высотой 0,55-0,75 мм. Такой выступ позволяет точно позиционировать место сварки и гарантировать устойчивую дугу горения по всей поверхности при разряде конденсатора.
Основные преимущества
К плюсам КС можно отнести следующие моменты:
- прочность места соединения;
- малая потребляемая мощность агрегатов;
- возможность автоматизации работы;
- большая производительность при простоте процесса;
- узкий сектор температурного воздействия;
- отсутствие всплесков нагрузки в сети питания при наличии больших сварочных токов.
Некоторые недостатки
Наличие специальных сварочных устройств и дополнительного оборудования, лимит на применение больших сечений могут вполне считаться минусами подобной технологии.