Популярные ошибки
Почему паяльной кислотой проще паять? Во время нагрева место пайки быстрее покрывается окислами так как чем выше температура — тем быстрее протекают химические реакции. Кислота тоже начинает быстрее разъедать эти окислы. Здесь кроется еще одна проблема. Кислота так же разъедает место пайки, помимо окислов. Это ухудшает прочность соединения.
Плохой пайке предшествуют множество ошибок:
- Перегрев. Флюс испаряется, не успевает принять участие в пайке. Такое происходит, когда выставляют температуру на паяльнике выше 300 градусов;
- Недогрев. Это происходит из-за малой площади нагрева, не понимания принципов паяльных работ или некачественного оборудования;
- Долгое касание паяльника к месту контакта. Пайка не должна продолжаться больше нескольких секунд. Иначе большая часть флюса испариться, а остальной припой соберется в комочек, и начет окисляться.
- Количество флюса и припоя. Переизбыток или недостаток компонентов – тоже критический фактор. Слишком много флюса — припой начнет растекаться, слишком мало — быстро испариться и не на полный участок хватит.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Пайка TQFP32, TQFP44, TQFP64
В принципе, TQFP можно паять и без флюса, как и SO, но здесь нужно продемонстрировать, что такое активный флюс. Вы можете купить его в шприцах с маркировкой FLUX.

В следующем примере припаяем микросхему в корпусе TQFP44.

Начинаем с того, что намазываем все контактные площадки флюсом. Он имеет консистенцию густой смазки и очень липкий. Будьте осторожны, чтобы не испачкаться, ведь смыть его потом можно будет только растворителем.

Не будем лудить поля, как в описанных выше методах. Ставим чип сразу на место и устанавливаем в нужное положение.

Раньше паяли штыревым наконечником. Сейчас продемонстрируем пайку ножевым наконечником, который может одновременно припаять несколько выводов.

Коснитесь двух ножек, расположенных в противоположных углах места. Пайка углов, чтобы зафиксировать микросхему, чтобы она не двигалась при пайке остальных выводов.






Теперь важно, чтобы на кончике паяльника было небольшое количество олова. Если его много, протрите влажной губкой или стальной проволокой
Касаемся ножек с тех сторон, где еще ничего не паяли. Перемещаем наконечник по всем ножкам, не опасаясь коротких замыканий. Именно благодаря наличию активного флюса олово само знает, что должно прилипать только куда надо.

Если где-то произошло короткое замыкание, достаточно очистить наконечник, а затем добавить чуть большее количество флюса.
Метод ножевой пайки также подходит для чипов с гораздо меньшим шагом выводов. В принципе можете паять VQFP100 и даже ещё бОльшие микросхемы без малейших проблем! Так что монтаж SMD гораздо проще чем кажется, надо только вооружиться хорошей подсветкой рабочего места и большим увеличительным стеклом, чтоб лишний раз не напрягать глаза.
Как правильно паять медные провода?
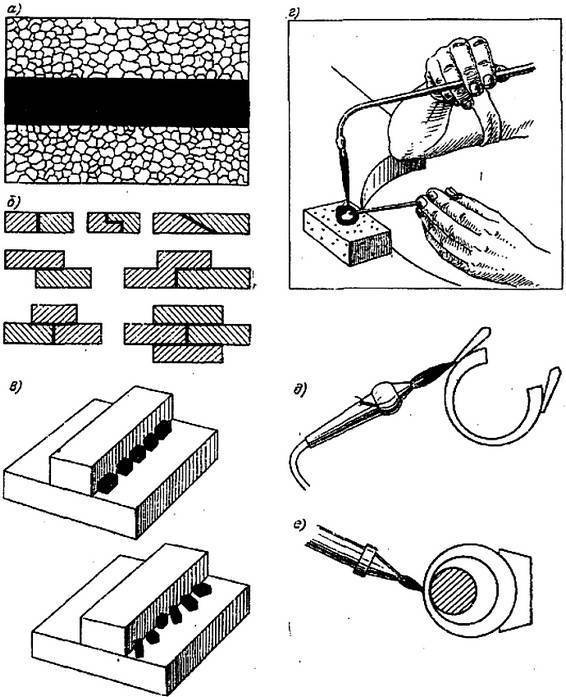
Соединение проводов пайкой производят в вариантах:
- пайка двух проводов внахлёст;
- пайка скрученных проводов;
- пайка проводов к контактным площадкам печатной платы;
- припаивание к гнёздам компонентов или выводам элементов.
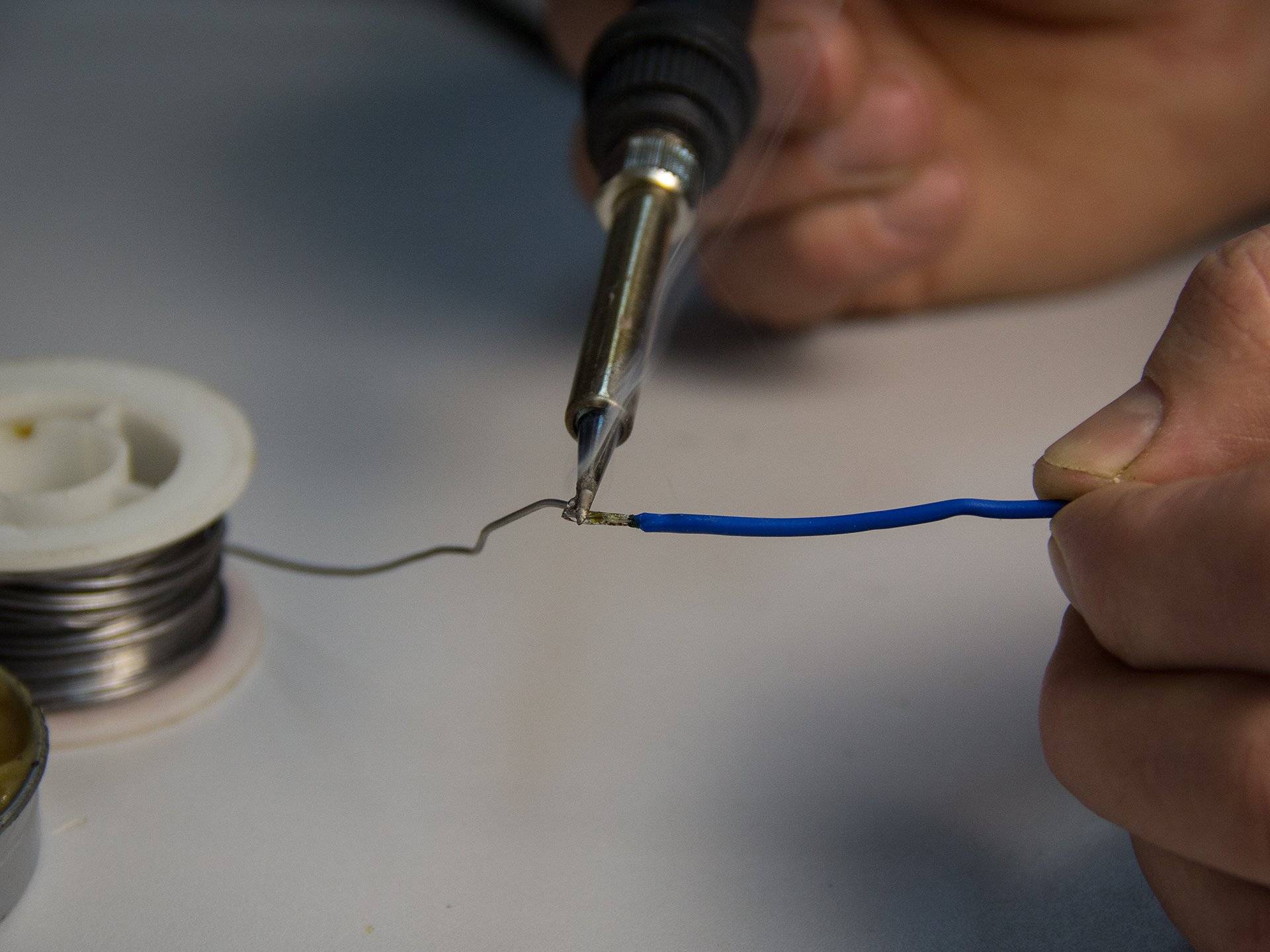
При правильной пайке проводов необходимо выполнить следующие операции:
- Нарезать провода необходимой длины.
- Снять пластиковую (тканую) изоляцию ножом или специальным инструментом на заданную длину.
- Зачистить наждачной шкуркой (ножом) обнажённые концы.
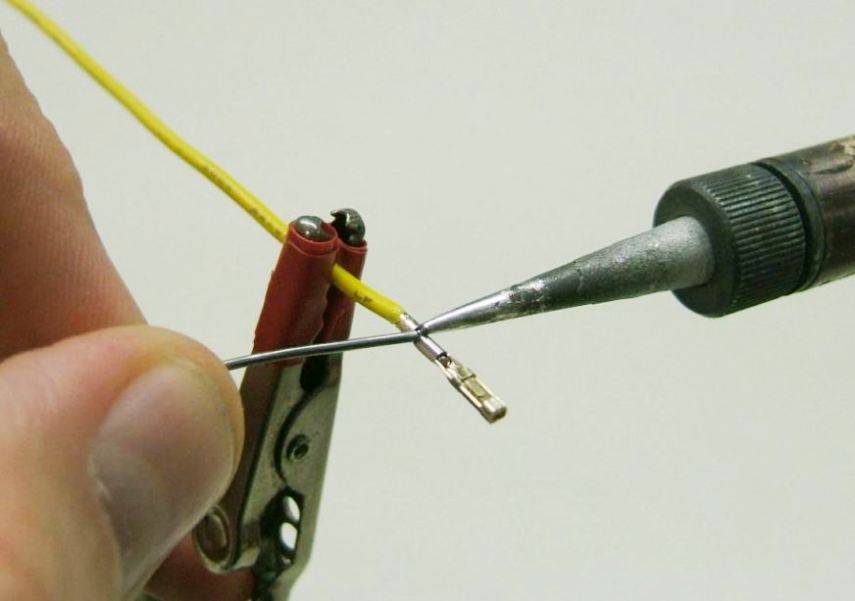
- Облудить концы припоем с флюсом.
- Установить концы проводов в отверстия на плате или в гнёзда компонентов (в других вариантах: скрутить их либо обустроить процесс пайки внахлёст).
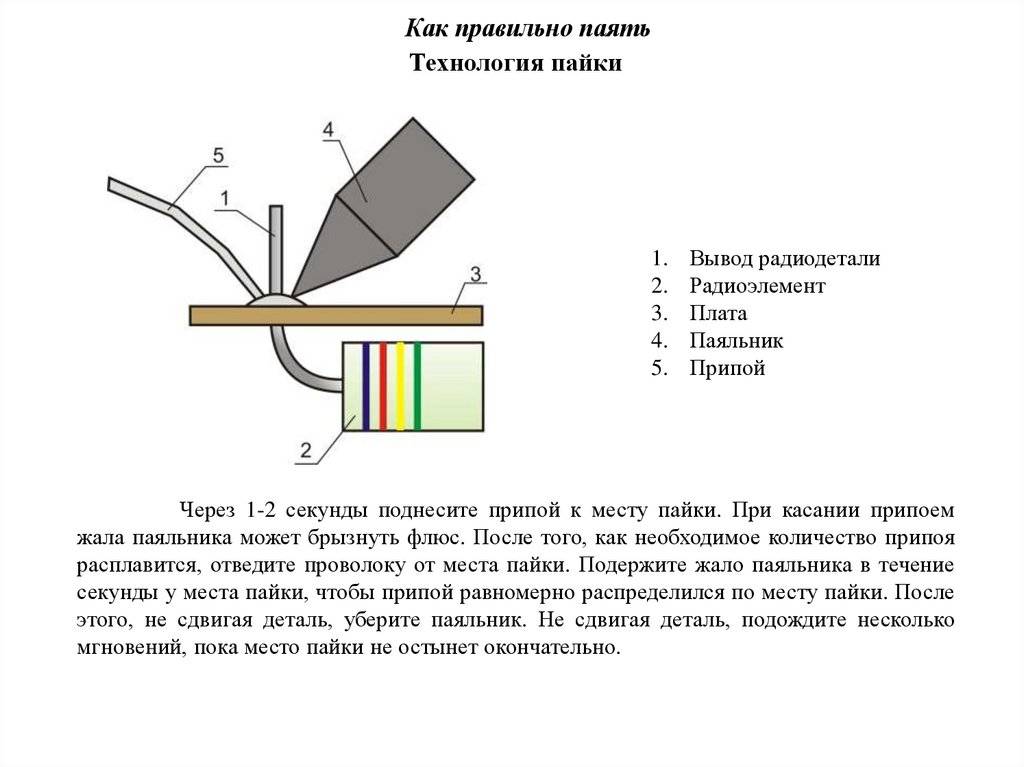
- Произвести быструю пайку (1-3 сек) паяльником с припоем и флюсом.
- Обеспечить неподвижность соединения при застывании припоя.
- Промыть жёсткой кистью места пайки спиртом, бензином.
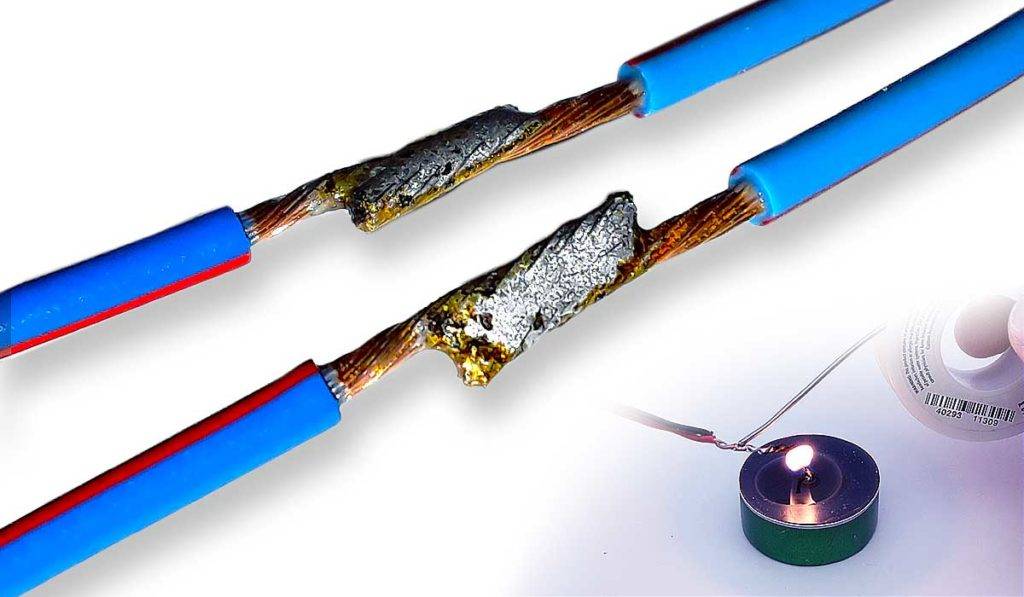
Припой в месте пайки должен быть блестящим, плотно облегающим соединённые провода.
Преимущества и недостатки
Паяние считается более эффективным в сравнении с другими способами скрепления кабелей.
Главными его преимуществами являются:
- Низкая стоимость. 1 упаковки флюса и припоя хватает для скрепления 1000 проводов.
- Простота. Научиться пользоваться паяльником может любой начинающий мастер.
- Прочность соединения. Клеммы, скрутки, обжимки не обеспечивают столь высокой надежности, как пайка.
- Возможность одновременного скрепления проводников разного сечения. Количество элементов в 1 точке достаточно велико.
- Отсутствие необходимости в применении дорогого или габаритного оборудования. Использовать переносное устройство проще.
Способ имеет и недостатки:
- Необходимость подключения паяльника к электрической сети. Работающие от аккумулятора устройства характеризуются недостаточной мощностью.
- Неразборное соединение. Отпаять провод, не повредив его, сложно. Требуется повторное расплавление припоя.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Использование газового паяльника
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
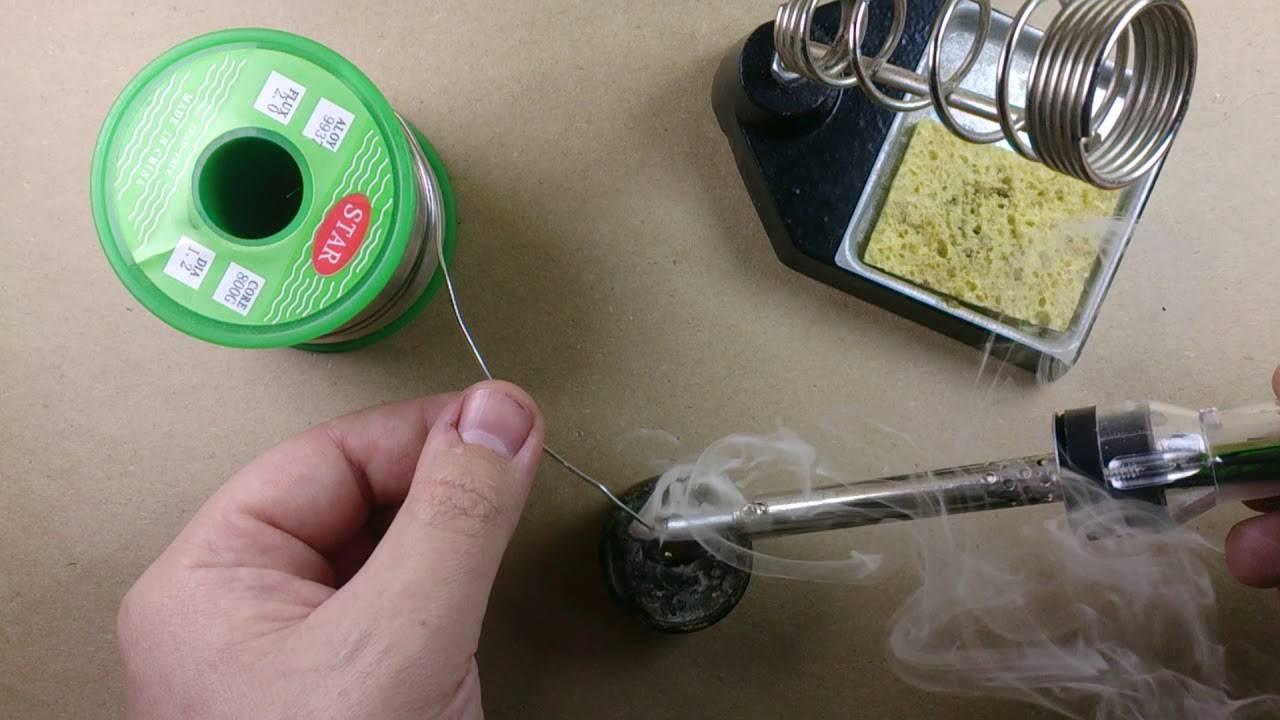
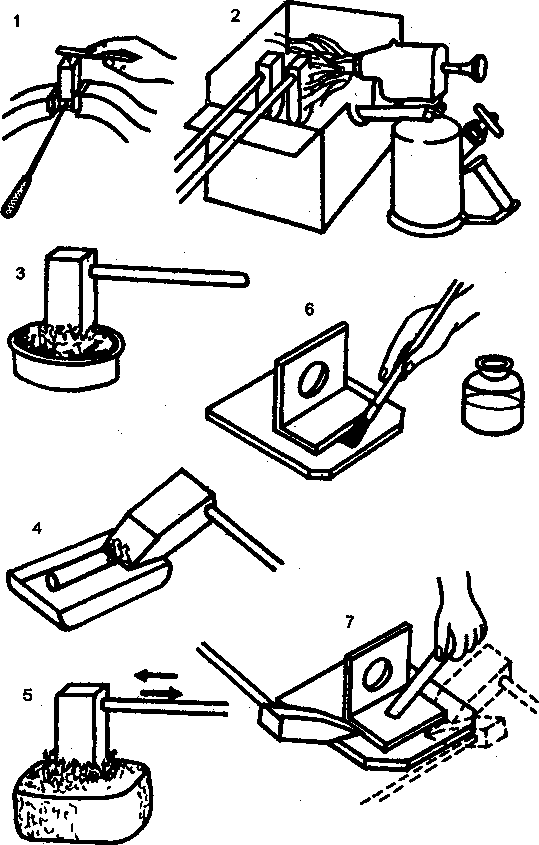
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Рисунок 4. Облуживание жала паяльника
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.
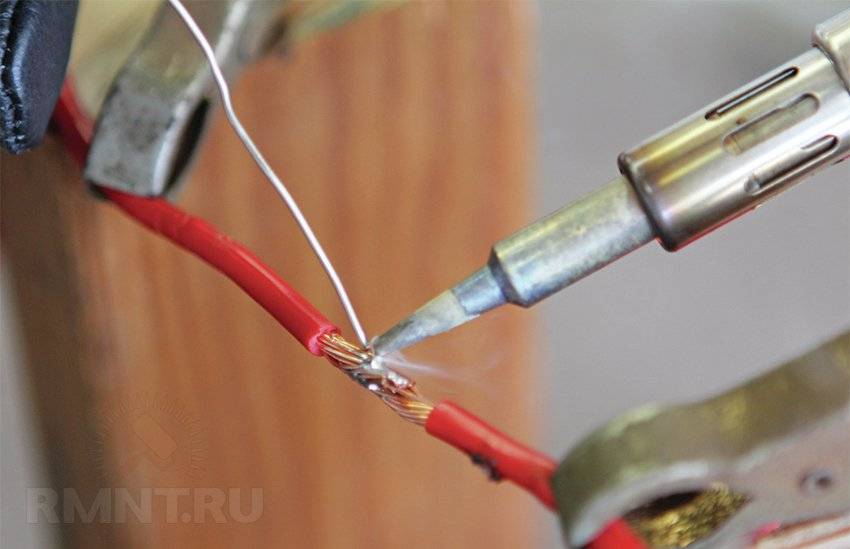
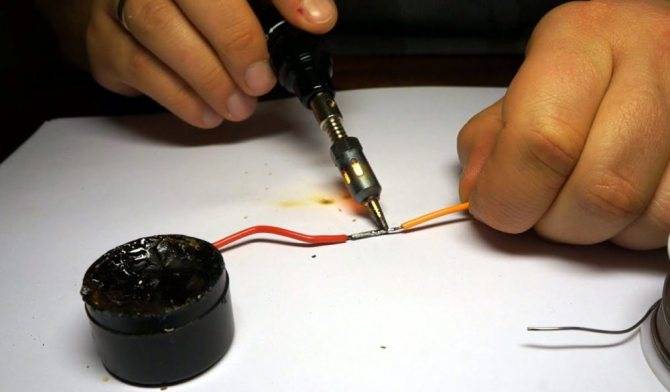
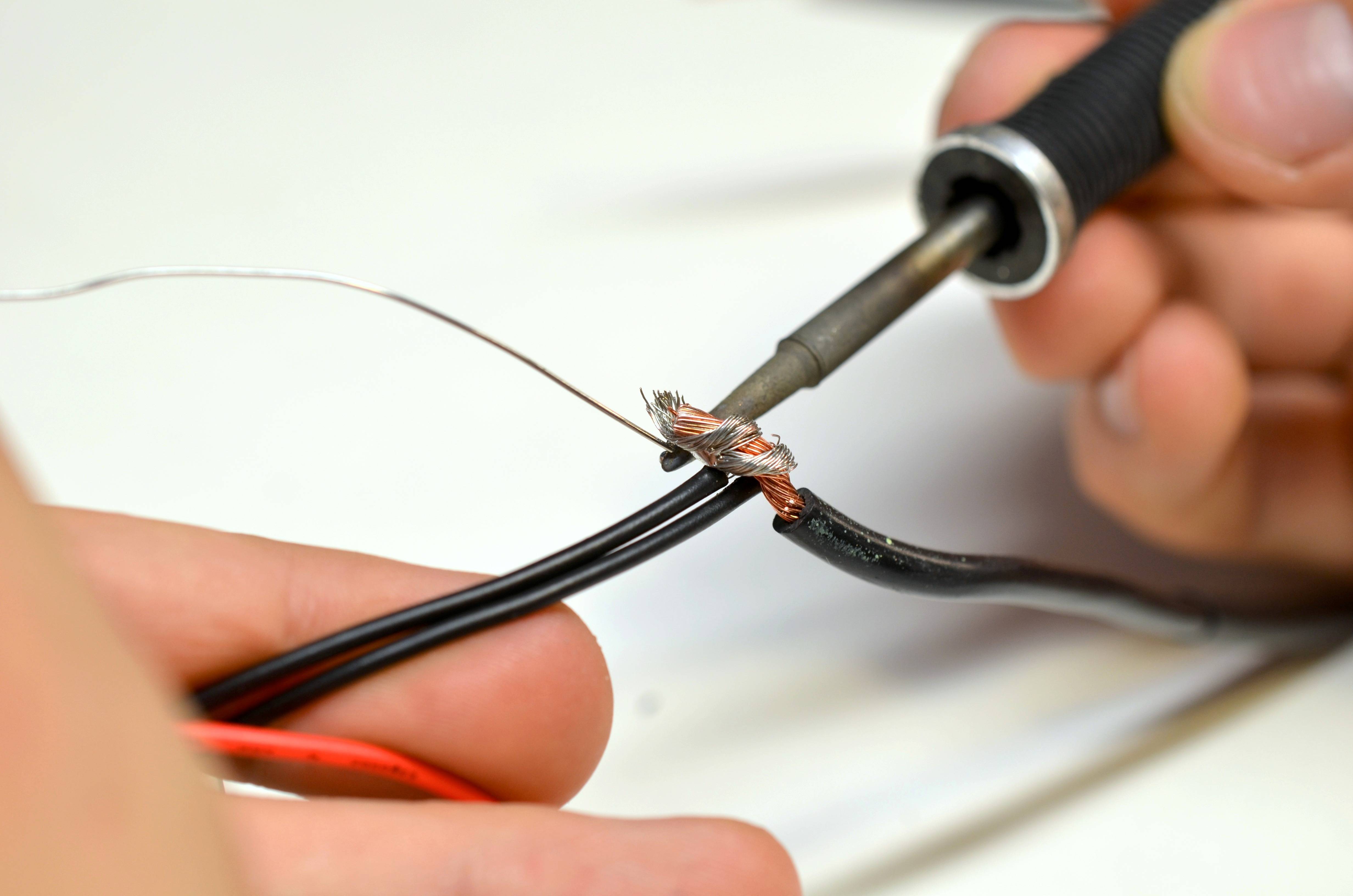
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Выбор флюса и припоя для пайки проводов
В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.
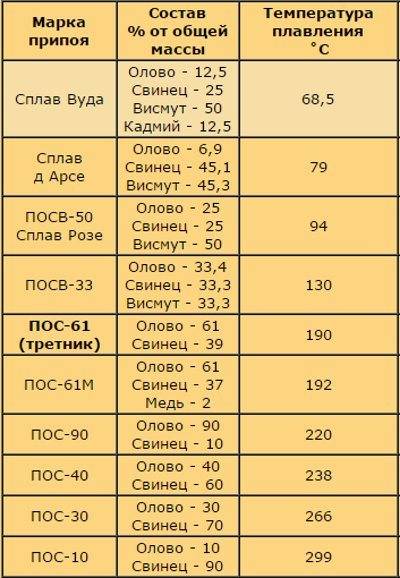
Храрактеристики припоев
Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям.
Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов — это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое.
Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки, в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же.
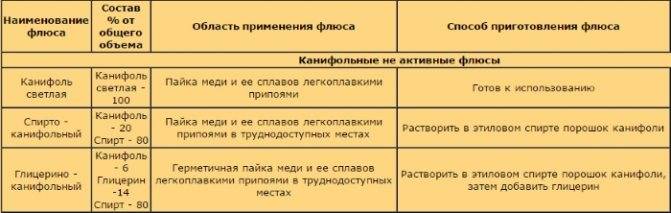
Флюсы на основе канифоли для пайки электрическим паяльником
Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные.
Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку.
Подготовка паяльника для пайки проводов
Выбор мощности паяльника зависит от сечения проводов. Для тонких одножильных, многожильных медных проводов, дорожек печатных плат подойдёт паяльник с жалом в 3 мм и мощностью 25 Вт. Для сечения проводов от 2 мм и более, нужен паяльник мощностью 60 Вт, а для массивных деталей используют молотковый паяльник мощностью 200 Вт.





Жало паяльника должно быть чистым, без раковин. Чтобы выровнять жало паяльника используют мелкий напильник. После обработки жала его лудят, чтобы медь не окислялась. Также важным элементом при пайке является подставка для паяльника. Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника.
Таким регулятором можно точно выставить температуру паяльника для припоев разных марок. Лучшим вариантом регулятора температуры жала паяльника будет устройство с датчиком температуры, который устанавливается на жало паяльника. Установленная температура жала не будет зависеть от изменений сетевого напряжения.

Регулятор температуры для паяльника
Так как при пайке электрическим паяльником образуются ядовитые пары припоя и дым от канифоли, рабочее место нужно оборудовать хорошей вытяжной вентиляции. Освещение рабочего места не должно быть тусклым. Для удобства ремонта электронных плат можно приобрести специальный держатель плат с линзой и подсветкой.
Можно сделать простой регулятор температуры для паяльника своими руками
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.

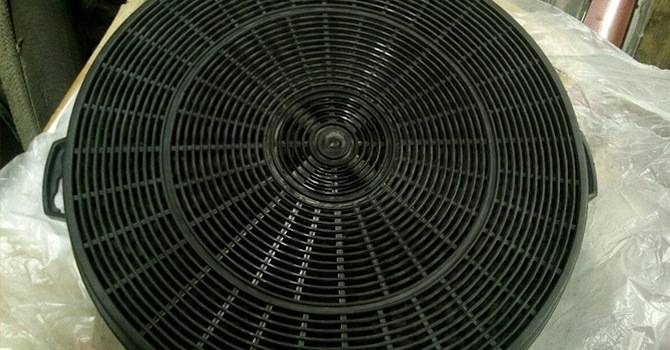
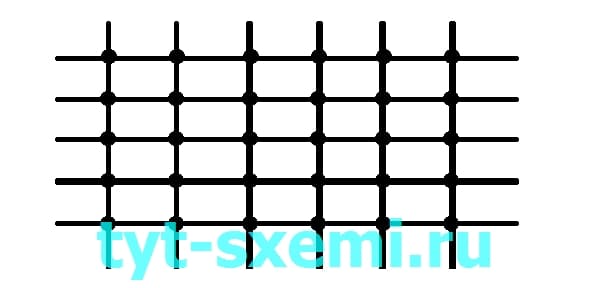
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
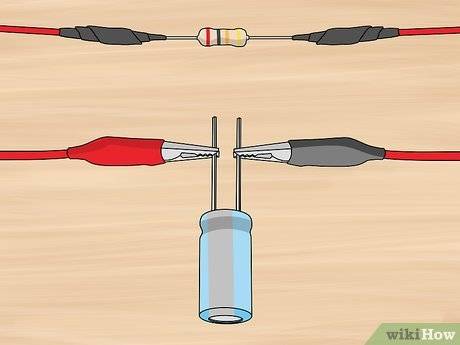
Конструкторы
Так же отлично помогают радиоконструкторы.

Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.

Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты.Подробнее о паяльной кислоте
Что такое паяльник и как устроен прибор
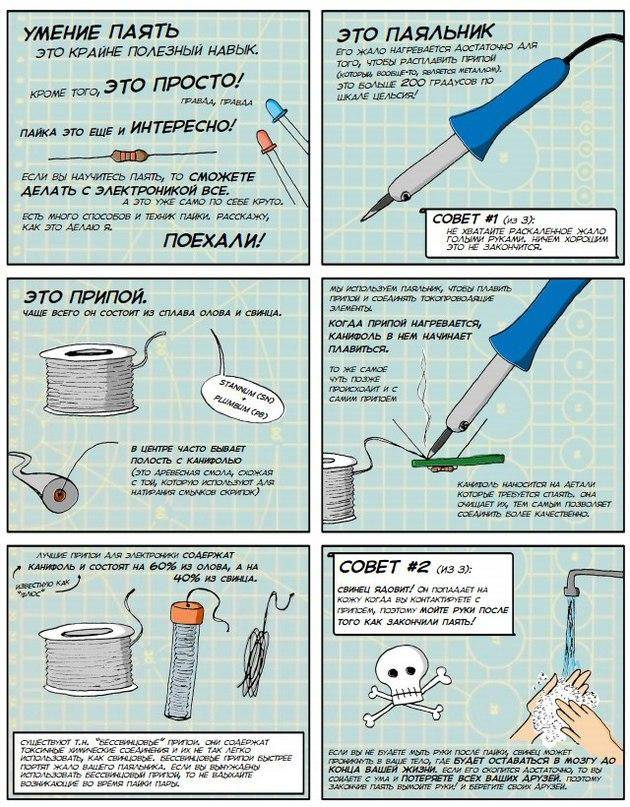
Электрическим паяльником называется такой вид электрического инструмента, посредством которого осуществляется объединение двух деталей между собой посредством мягких веществ. Таким мягким веществом является припой, который расплавляется, и переходит в жидкое состояние за счет воздействия высоких температур. Когда воздействие высоких температур прекращается, припой затвердевает (что происходит практически мгновенно), тем самым обеспечивая надежное соединение. Рассматриваемый прибор является главным оружием электронщиков, посредством которого осуществляется не только соединение проводов и полупроводниковых элементов, но и их разъединение.
Прибор внешне имеет простую конструкцию, однако внутри он состоит из различных деталей, с назначением которых следует разобраться. Знать устройство паяльника вовсе не обязательно, чтобы научится им правильно пользоваться, но эта информация поможет в случае выхода его из строя. Состоит прибор из ряда следующих элементов, которые имеют свои особенности:
- В его основе заложен металлический стержень, изготовленный из красной меди. Именно этот стержень нагревается, и плавит припой при соединении деталей. За основу стержня используется красная медь, так как именно этот материал обладает высокой степенью теплопроводности (хорошо передает тепло). Конец стержня имеет клиновидную форму, что необходимо для работы с мелкими полупроводниковыми элементами. Конец стержня называется жалом, как на отвертках
- Нагревательный элемент — стальная трубка, внутрь которой вставляется стержень из красной меди. Трубка оборачивается слюдой или стеклотканевым составом, поверх которого наматывается проволока из нихрома. При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора
- Рукоятка — изготавливается из термоустойчивого пластика или дерева, и позволяет мастеру удобно работать инструментом
- Провода и вилка для подключения в розетку. Провода соединяются с выводами нихромовой проволоки. Для надежности соединения используются алюминиевые зажимы, которые пропаиваются с целью обеспечения надежного контакта. Зажимы в месте соединения используются на мощных паяльниках, а на маломощных приборах объединение осуществляется без дополнительной фиксации, но с обязательным нанесением припоя. Алюминиевые пластины для соединения медного провода с нихромовой нитью используются для повышения надежности объединения, а также для отвода тепла. Чем мощнее паяльник, тем сильнее нагреваются медные провода, поэтому алюминиевые зажимы осуществляют отвод тепла. Эта информация будет полезна в случае, если при ремонте мощного паяльника принимается решение об удалении алюминиевых пластин. Толщина жилы медного кабеля выбирается в зависимости от мощности прибора
- Стальной корпус — это часть инструмента, внутри которой располагается нагревательный элемент. На корпусе может присутствовать (в зависимости от модели) резьбовой винт, посредством которого фиксируется стержень. В конструкции корпуса могут находиться отверстия ближе к рукоятке, назначение которых заключается в отводе тепла
Как устроен паяльник внутри, показано на фото ниже.
С устройством паяльника полезно разобраться всем, кто планируется осуществить его ремонт в случае возникновения поломки.
Распространенные ошибки
Распространенной ошибкой при пайке медных проводов является нарушение температурного режима в месте соединения. При недостаточном прогреве припой не заполняет воздушные промежутки между деталями. Соединение не обладает прочностью, при малейшем приложении нагрузки кабели отходят друг от друга. Перегрев поверхностей приводит к выгоранию флюса и образованию на поверхности проводки слоя окислов и окалины, препятствующего соединению элементов припоем.
При соединении кабелей припой подается с одной стороны сопрягаемых деталей. Стык является корректным, если материал вытек с противоположной стороны элементов. При недостаточном количестве припоя и снижении температуры образуются зоны, лишенные контакта. Начинающие монтажники прогревают зону концом жала паяльника, рекомендуется использовать всю рабочую поверхность инструмента.
Пауза между расплавлением припоя и нанесением материала на линию стыка приводит к выгоранию флюса. Для обеспечения качественного соединения необходимо одновременно подносить жало и подавать припой. Навыки правильного обращения с паяльным оборудованием приходят только с опытом, поэтому начинающим монтажникам не рекомендуется выполнять ответственные работы.
Болтовые соединения
Такое соединение довольно надежное, но громоздкое. Для современных распределительных коробок он не подойдет из-за своих габаритов, но для больших коробок старого образца – в самый раз. Таким методом можно соединять как однородные, так и разнородные металлы. Работа выполняется следующим образом:
- На болт надевается стальная шайба.
- С проводников снимается изоляция, и они формируются в виде кольца.
- Первое кольцо надевается на болт.
- Затем на очереди другая стальная шайба, которая помещается на болт следом за первым.
- Сверху одевается второй соединительный провод.
- Весь этот «бутерброд» зажимается гайкой.
- В конце все нужно заизолировать.
Именно такая конструкция делает контакт громоздким. Если вам нужно соединить несколько пар проводов, то такой вариант не будет наилучшим.
Технология
Процесс выполнения работы состоит из 3-х основных частей: выпаивание старого элемента, очистка платы от лишнего припоя и монтаж новой детали. Рассмотрим эти этапы отдельно.
Демонтаж старого компонента выполняется в определенной последовательности.
- Перед снятием по краю корпуса микросхемы на плате нанесите риски, определяющие ее положение. Например, иголочкой аккуратно оставьте царапины. Достаточно отметить 2-е перпендикулярные стороны.
- Установите на паяльной станции температуру нагрева. Она должна быть 345–350 градусов. Скорость потока воздуха желательно выбрать наименьшую.
- Нанесите флюс на паяльный шов.
- Прогрейте место соединения детали с платой. Греть надо 3–5 минут, пока не расплавится припой (это сразу будет видно). Если он не плавится – повысьте температуру на 5 градусов.
- Греть нужно не только по центру компонента, а еще и по периметру микросхемы. Пройдитесь феном по всей длине паяльного шва.
- Когда припой расплавится, уберите старую деталь. Для этого подденьте ее пинцетом и поднимите вверх. Вместо пинцета можно использовать плоскую отвертку, но есть риск повреждения платы. Если деталь «не идет» – значит, припой не расплавился. Продолжите нагрев.
Или еще хуже – от платы оторвется дорожка, восстановить которую еще сложнее.
Далее переходим к подготовке контактных площадок платы.
- Расплавьте припой на месте контакта.
- Если есть шприц, удалите с его помощью лишний металл.
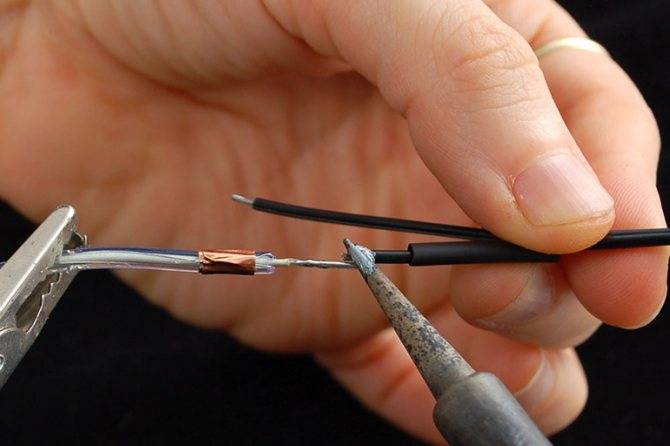
- Если шприца нет, воспользуйтесь медной оплеткой. Для этого минимально распушите ее, чтобы были видны поры. Далее обильно покройте ее флюсом, приложите к месту соединения и прогрейте феном или паяльником. Оплетка впитает в себя лишний металл. После этого остается отрезать ненужную ее часть.
Следует полностью освободить плату от припоя.
Далее переходим к подготовке детали. Главная задача – нанести на контакты припой в виде шариков одинакового размера (это называется реболлинг). Для этого воспользуйтесь трафаретом.
Для его использования проделайте следующее.
- закрепите радиокомпонент на трафарете специальной изолентой;
- с тыльной стороны шпателем нанесите паяльную пасту;
- установите температуру нагрева 300 градусов;
- прогрейте деталь вместе с трафаретом, а когда появится характерный блеск, то отключите нагрев;
- дайте полностью остыть компоненту;
- уберите изоленту;
- включите нагрев 150 градусов, прогрейте деталь и аккуратно освободите ее из трафарета.
Качественная паста образует большой гладкий шарик, а бракованная – распадается на множество мелких. При этом повышение температуры ей не поможет, и шов будет плохой.
После этого переходите к установке нового радиокомпонента.
Нанесите небольшое количество флюса.
Точно наложите новую деталь на плату. Ориентируйтесь на риски и на ощупь постарайтесь расположить микросхему на наибольшей высоте, чтобы шары на ней соответствовали контактам на плате. Можете ориентироваться на просвет между платой и деталью, для этого посмотрите на шов сбоку.
Если рисок нет, то переверните микросхему выводами вверх и приложите ее краешком к пятакам платы, после этого засеките положение детали. Затем установите элемент по этим засечкам.
Настройте температуру 345–350 градусов и прогрейте элемент. Припой должен ярко заблестеть и залить каждый контакт









Важно! Как и при снятии, прогревать компонент надо не только по центру, но и по периметру. Обойдите феном весь шов по длине.
Дождитесь полного остывания припоя
Место пайки желательно протереть спиртом.
Место пайки желательно протереть спиртом.
После этого остается только проверить плату на работоспособность.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Использование газового паяльника
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.