Как подобрать паяльник?
Паяльник является устройством для пайки, которое способно излучать тепло. Подобные конструкции могут иметь мощность от 15 до 30 Вт. С их помощью можно паять заготовки различных плат и микросхем. Инструменты, которые имеют большую мощность, применяются исключительно для того, чтобы паять разъем XLR или повторно спаять соединение проводов большой толщины.
Конструкция паяльника.
Для электротехника, который работает с оргтехникой, полезным приспособлением будет акустический паяльник. Подобное устройство отличается низкой емкостью тепла, малыми габаритами и отменной работоспособностью. Приспособление можно использовать для того, чтобы выполнить тонкую пайку (к примеру, сборку различных схем). В продаже можно найти и профессиональные паяльники больших размеров, которые в большинстве случаев используются для того, чтобы присоединить кабели для калибровки. С помощью подобных изделий можно выполнять также витражные работы.
Паяльник должен обязательно иметь штекер для заземления с тремя направляющими. Подобное устройство позволяет предотвращать рассеивание напряжения по пути прохождения тока в конструкции. Тепло будет образовываться за счет замыкания тока в наконечнике, который изготавливается из стальной проволоки. Для начинающего электротехника подходит устройство с диапазоном 15-30 Вт, однако следует учитывать тот факт, что устройства мощностью 15 Вт может быть недостаточно для закрепления даже обыкновенных аудиопроводов. Если планируется работать в автомобиле, рекомендуется приобрести конструкцию мощностью 40 Вт, которая способна охватить большие площади и обеспечить быстрое соединение. Для автомобилей в большинстве случаев приобретаются дополнительные насадки, которые позволяют облегчить процесс пайки.
Оплетка для выпайки деталей
Многие профессионалы, а так же радиолюбители не понаслышке знают о достоинствах такого вспомогательного «инструмента», как оплетка для выпайки. Правильное ее применение в работе, позволяет быстро и качественно избавляться от олова на контактах, без их повреждения.
Оплетку можно:
- Приобрести в магазине. Насчитывается огромное количество видов;
- Изготовить самостоятельно из подручных материалов.
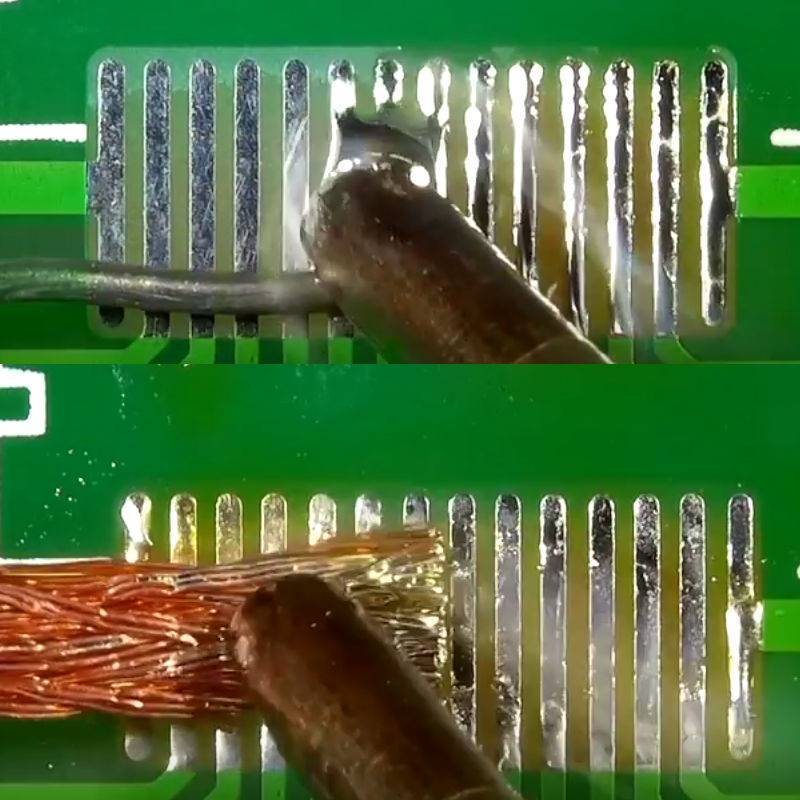
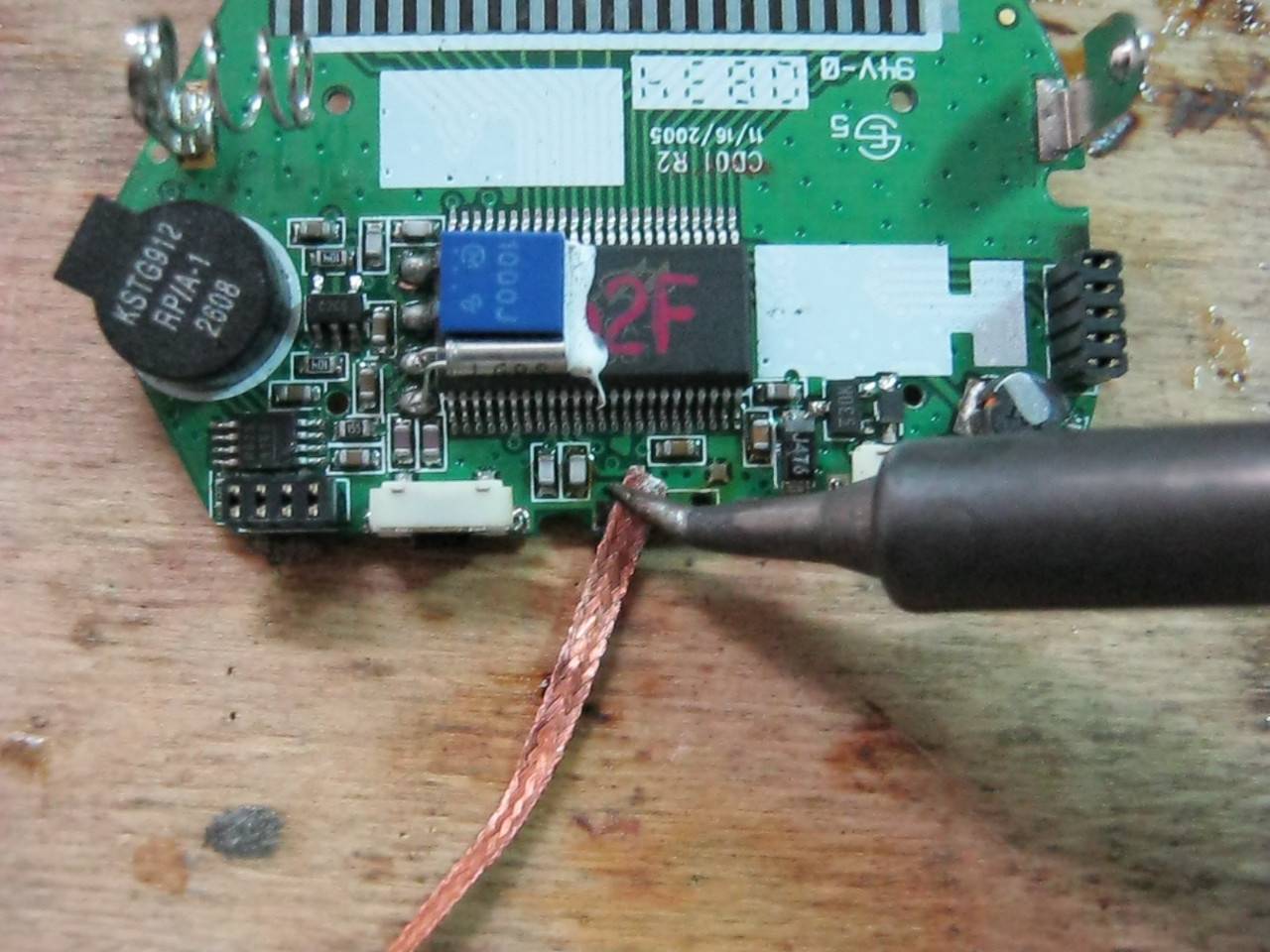
Выпаивание деталей при помощи оплетки происходит следующим образом. Нагревается до нужной температуры паяльник. К нужному контакту прикладывается оплетка и производится нагрев контакта паяльником. Затем небольшими круговыми движениями убирается олово с контакта.
Оплетка хорошего качества, всегда пропитывается канифолью на заводе изготовителе
При покупке проверяйте это важное условие
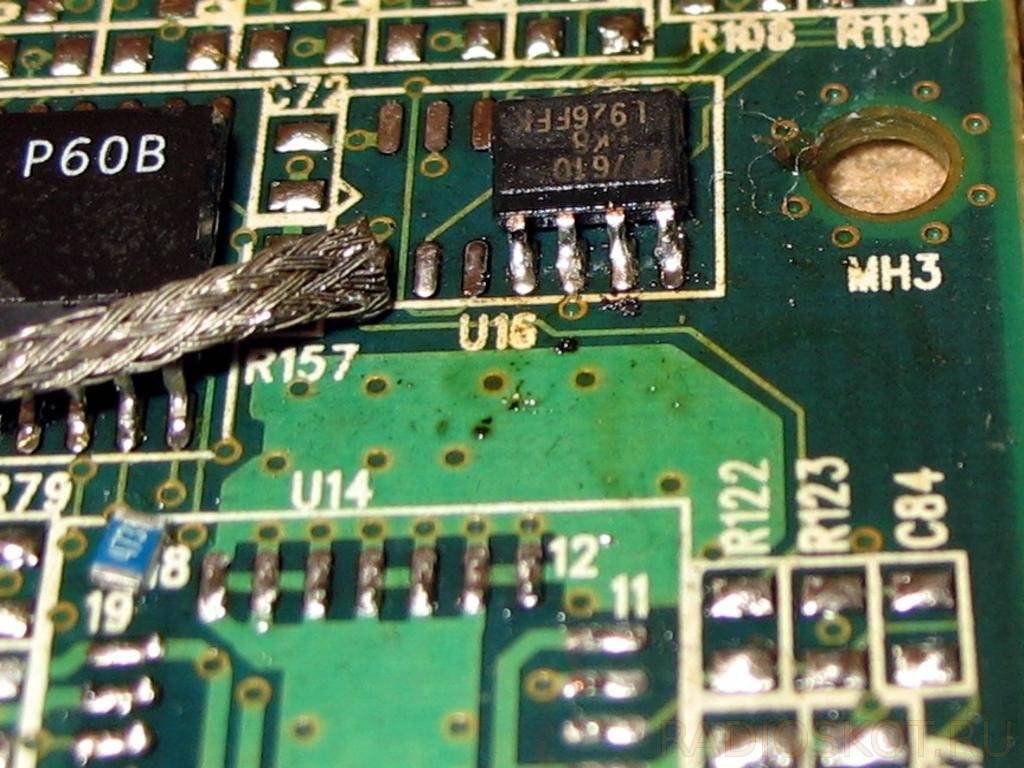
Покупка оплетки не составит огромного труда. Но из – за ее немалой стоимости и высокого расхода при работе, отличным решением будет, изготовить ее своими руками. Для этого понадобится коаксиальный (радиочастотный) кабель или старые многожильные провода небольшого сечения.
Для изготовления оплетки из кабеля, понадобится небольшой его отрезок. Удаляется верхняя изоляция. Затем снимается медная оплетка кабеля (берите небольшие отрезки, это обеспечить удобное снятие оплетки). Снятую оплетку необходимо сплющить и пропитать спирто – канифольным флюсом.
Что бы сделать оплетку из проводов, понадобиться несколько мелких проводов (подойдут от наушников). Снимается изоляция, несколько проводков скручиваются вместе. Далее их нужно расплющить при помощи молотка. Осталось пропитать флюсом.
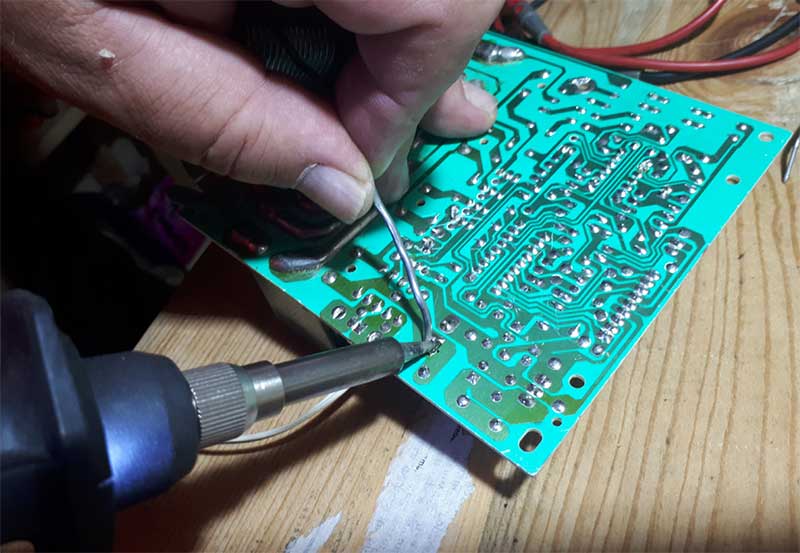
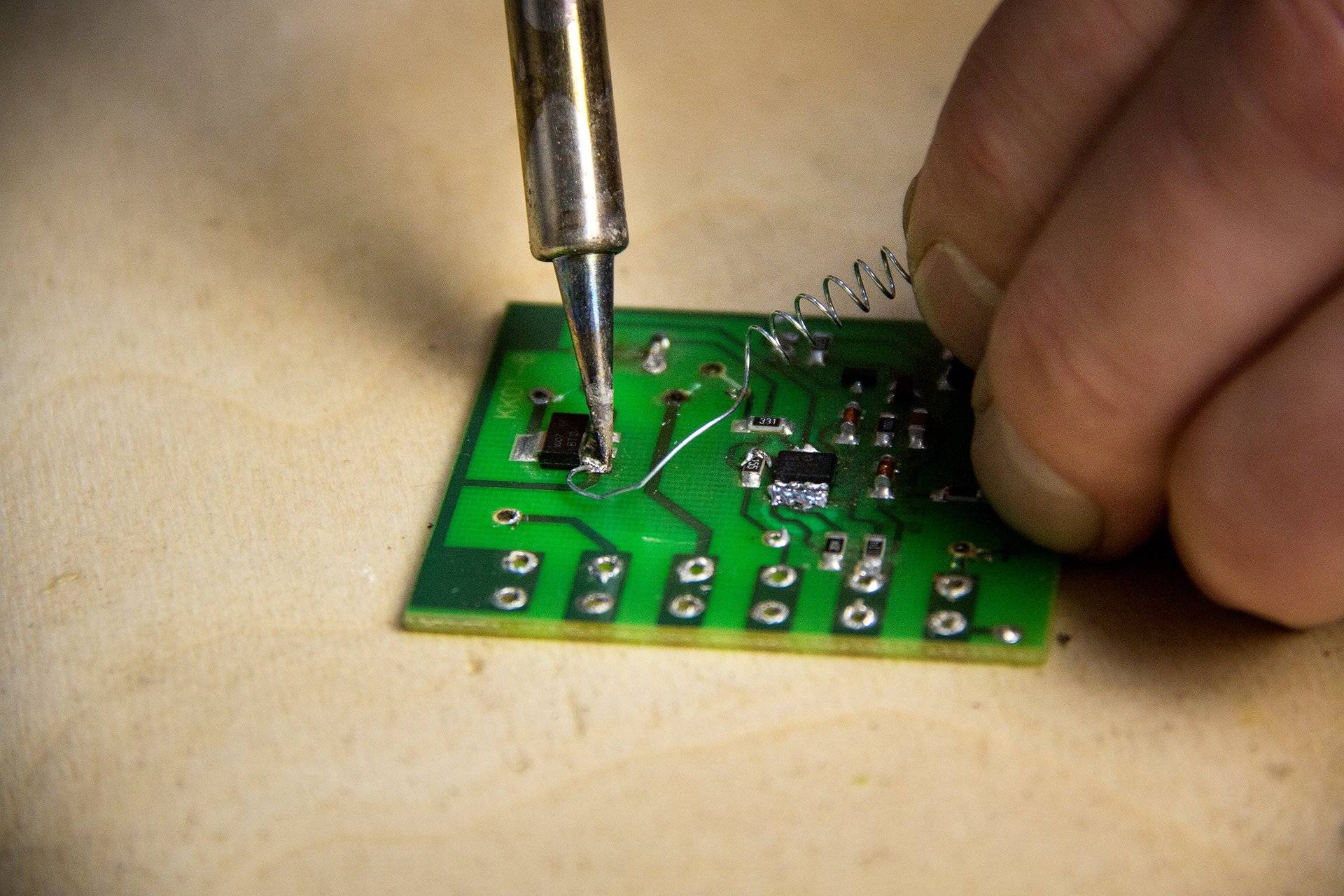
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Проверка ёмкости
Проверить электролитические конденсаторы (так же как неэлектролитические) на предмет сохранения ими своего номинала (ёмкости) можно несколькими способами.

Но вначале необходимо ознакомиться с измерительными приборами, которые позволяют правильно оценить величину ёмкости конкретного элемента, прежде чем что-то паять.
Для измерения конденсаторов с номинальными емкостями до 20-ти микрофарад может хватить обычного мультиметра, имеющего соответствующую функцию. В качестве такого измерителя может использоваться недорогой прибор типа DT9802A.
Для оценки состояния элементов с большими номиналами потребуется специальный прибор типа «измеритель RLC». Посредством такого устройства можно проверять не только конденсаторы, но и такие распространённые элементы, как резистор и катушка индуктивности.
Проверка конденсатора цифровым мультиметром:
Часто неисправный конденсатор вздувается, и заметен без применения всяких приборов.

Простой, но не достаточно эффективный метод выявления неисправности – проверка с помощью обычного омметра, по показанию которого можно судить о целостности прокладки из диэлектрика.
Данный способ применяется обычно при отсутствии в приборе функции измерения ёмкости. Для этих целей может использоваться простейший стрелочный прибор, переведённый в режим измерения сопротивления.
При прикосновении концами щупа к ножкам исправного элемента стрелка должна немного отклониться, а затем возвратиться в сходное состояние.
Если же показания на приборе изменились, а стрелка после отклонения остановилась на каком-то конечном значении сопротивления – это значит, что конденсатор пробит и подлежит замене.

Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.

Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).
Советы мастеров: особенности пайки разных металлов
Порядок работ при пайке медных труб.
Наиболее просто паяются медь и медные сплавы. Достаточно использование припоя ПОС и канифоли. Серебро и посеребренные изделия паяются обычно таким же образом, что и медь, но для обеспечения наилучшего качества лучше применять припой с серебряной добавкой. Сталь и оцинкованные металлы паяются с канифолью плохо и требуют обработки поверхности паяльной кислотой. Нихром, константан и некоторые другие сплавы (с высоким электрическим сопротивлением) паяются с использованием специальных флюсов. Хорошие результаты получены при применении аспирина в качестве флюса. Пайка алюминия и высоколегированных сталей с канифолью невозможна. Необходимо применение специальных флюсов (например, ортофосфорная кислота) и припоев.
Пайка металлов осуществляется специальным нагревательным инструментом – паяльником. Паяльник состоит из двух основных частей – нагреватель (как правило, нагревательная спираль) и паяльное жало, а также ручки и шнура для подключения к электросети. Нагреватель закрыт кожухом, а внутрь него вставляется и фиксируется медное жало. В нагревателе обеспечивается разогрев всего жала.
Главным параметром паяльника является его мощность. Она определяет температуру и объем разогреваемого металла. Бытовые паяльники обычно имеют мощность от 25 до 100 Вт. При ремонте бытовой электроники и радиотехники, пайке небольших проводов используются паяльники мощностью 25-40 Вт.
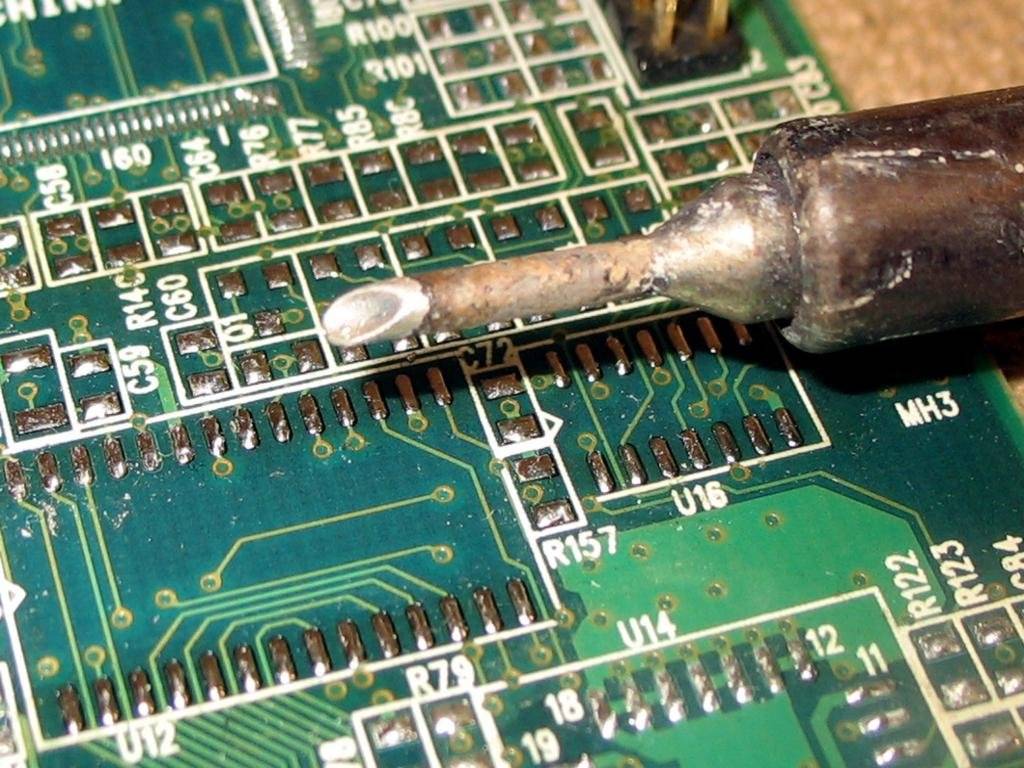
Залуживание жала паяльника.
Весь процесс пайки ведется кончиком жала, касанием которого обеспечивается разогрев металла, плавление припоя и флюса, распределение припоя по поверхности металла. Для быстрого разогрева и передачи тепла паяемым металлам материал жала должен обладать высокой теплопроводностью, что и вызывает использование меди.
Форма и размер жала паяльника существенно влияют на качество пайки. По размеру жало условно подразделяется на обычное, имеющее диаметр 4-5 мм, и миниатюрное жало, диаметром 2-3 мм. Миниатюрное жало применяется при пайке тонких проводов и очень мелких медных деталей.
По форме жало может быть выполнено в виде лопатки, конуса, иглы или же специальной формы для определенных работ. Наиболее распространено жало в виде лопатки со скосом на 45º с одной стороны или со скосами с обеих сторон (типа отвертки). Кроме того, жало может быть прямым по длине или изогнутым под углом для удобства проведения пайки.
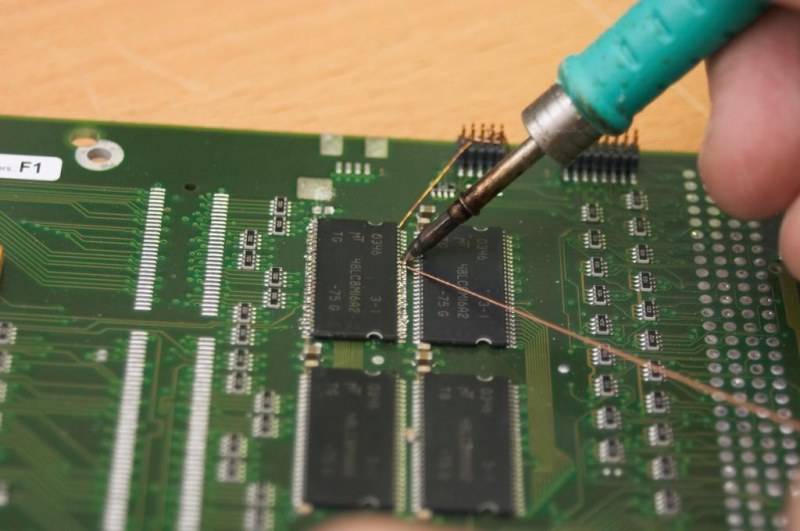
Как выпаять радиодетали из платы
Для того чтобы достать элементы с платы, нужно нагреть место спайки и вытащить компонент пинцетом или плоскогубцами. Если у компонента несколько ножек, то можно выпаивать их по отдельности.

Приспособление для удаления излишков расплавленного припоя
При выпаивании сложной детали можно использовать дешёвый китайский оловоотсос. Работает он как шприц только откачка упрощена наличием пружины и спусковой кнопки.
Работа с отсосом припоя
Работать с ним очень просто, опускаем поршень вниз, расплавляем припой, подносим отсос, нажимаем кнопку и расплавленный припой засасывается в корпус шприца.
Теперь можно спокойно расшатать и вытащить нужный вам электронный компонент. Также этот оловоотсос можно использовать для прочистки отверстий в плате для вставки новых деталей.
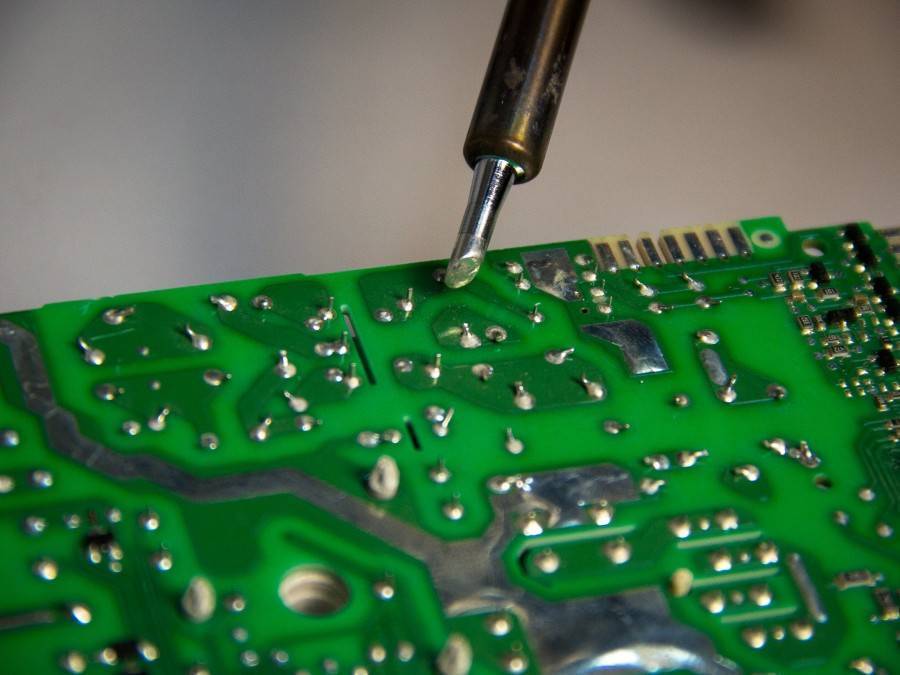
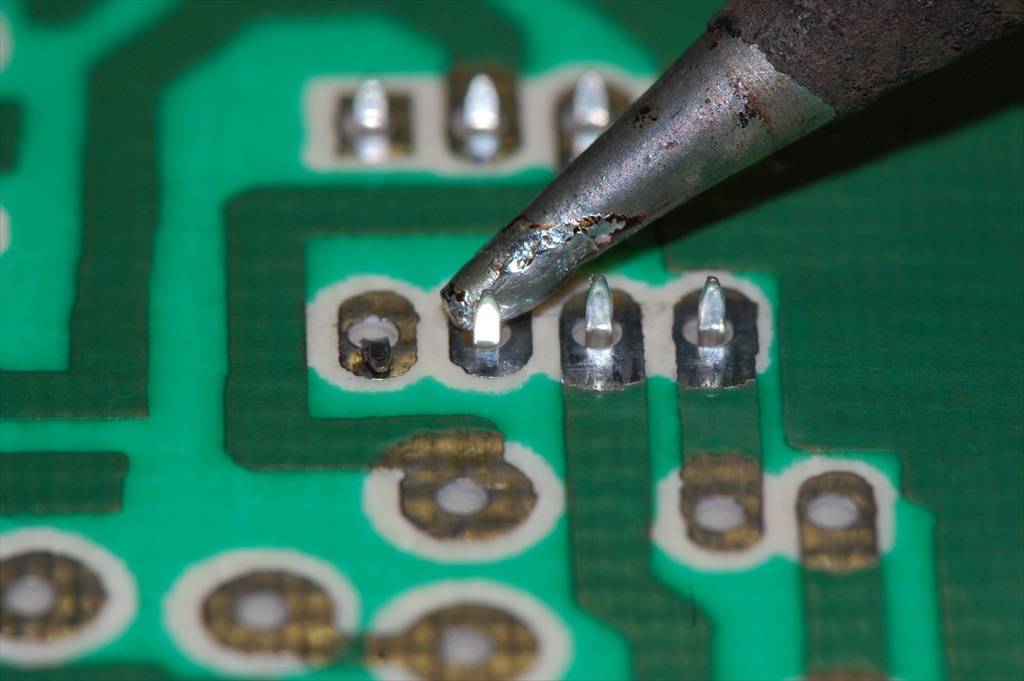
Результат — чистые отверстия для пайки
Делается это очень быстро, главное не забывайте удалять кусочки припоя из корпуса оловоотсоса, иначе они там застрянут, и он перестань работать.
Что такое пайка
Не ссылаясь на «википедию», объясним своими словами. Пайка, это соединение металлических контактов с помощью токопроводящего расплава, с последующим его застыванием. При этом, в отличие от сварки, ни одна из соединяемых деталей не должна плавиться в процессе. Разумеется, после застывания токопроводящего расплава (припоя), должна быть обеспечена надежная электропроводимость соединения. Сопротивление контактов не может влиять на характеристики электросхемы.
Общие правила работы с паяльником (подробно все эти пункты мы рассмотрим в обзоре)
Место соединения должно быть механически зачищено от загрязнений, защитного покрытия и окислов (если позволяют размеры и конструкция деталей и проводников) На чем можно акцентировать внимание: некоторые металлы в принципе не могут быть очищены от оксидной пленки, по крайней мере на воздухе. Только под непрерывным слоем специальных флюсов (речь идет об алюминии и сплавах на его основе) Дело в том, что «крылатый металл» окисляется моментально
Для обезжиривания точки соединения применяются специальные очистители: флюсы. Они не должны оказывать разрушающего воздействия на металл, с которым вы работаете. Даже если место соединения кажется идеально чистым, пайка без флюса практически невозможна. При касании нагретого жала паяльника, происходит термическое окисление.
А флюсы при нагреве активируют свои очистительные свойства, и не просто удаляют невидимые загрязнения, но и препятствуют окислению. Для различных материалов разработаны специальные флюсы. Используются даже кислоты.
Форма и размеры рабочего кончика жала паяльника должны соответствовать контактам и условиям пайки. Материал не имеет значения: это может быть медь, керамика, или твердые сплавы, покрытие серебряным напылением.
Выбор мощности — для пайки печатных плат подойдет диапазон 25–60 Вт. Слишком высокая температура может не просто перегреть место пайки, некоторые радиодетали выходят из строя при термическом воздействии. Обратная сторона медали: низкая температура будет отводиться из зоны пайки массивными контактами или толстым теплопроводным проводником. Придется долго держать жало в рабочей зоне — отсюда снова перегрев деталей
Например, когда встает вопрос, как выпаять конденсатор, важно точно знать градус. Золотое правило пайки: высокая температура и кратковременный нагрев. Это умение приходит только вместе с опытом
Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки

Это умение приходит только вместе с опытом. Подбор припоя. С точки зрения адгезии — все виды работают неплохо. То есть, подбор для определенного металла контактов — это не задача №1. А вот к температуре плавления следует относиться внимательно. С одной стороны, легкоплавкие составы позволяют минимизировать тепловое воздействие на детали. С другой стороны — это создает две дополнительные проблемы:Во-первых, легкоплавкий припой так же быстро «отпаивается». Если температурный режим контактного соединения не очень благоприятен, есть возможность потери контакта при работе.Во-вторых, вы обязательно столкнетесь с тем, что припой уже в жидком состоянии, а контакты еще не прогрелись для нормальной адгезии. В результате снова перегрев точки пайки.
Повторимся, это лишь теоретические основы, из которых пока не ясно, как паять паяльником. Подробные инструкции увидите далее.
Возможности пайки
Возможностей для того, чтобы воспользоваться своим умением правильно паять металлические детали и изделия более чем достаточно. Этим способом осуществляется множество сборочных и ремонтных операций. Вот несколько особо важных из них:
- можно паять медные трубки, входящих в состав внутренних магистралей теплообменников и холодильных установок;
- паять элементы различных электронных схем;
- проводить ремонт, пайку ювелирных украшений, очков;
- фиксировать твердосплавные режущие пластины на держателях металлообрабатывающего инструмента;
- в быту пайкой также нередко пользуются при необходимости крепления плоских деталей из меди на металлизированных поверхностях листовых заготовок;
- умение качественно лудить поверхности может пригодиться для защиты элементов металлоконструкций от коррозии.
Кроме того, посредством рассматриваемого процесса можно спаять детали из разнородных по структуре металлов, а также уплотнять различные виды жёстких соединений.
В домашних условиях
Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Как правило, чтобы припаять ножки микросхемы, используют паяльник или паяльный фен.
Работа паяльником осуществляется с помощью обычного припоя или паяльной пасты.
В последнее время стал чаще применяться бессвинцовый припой для пайки с более высокой температурой плавления. Это необходимо для уменьшения вредного действия свинца на организм.
Какие приспособления потребуются
Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Если микросхема новая и выполнена в BGA-корпусе, то припой уже нанесен на ножки в виде маленьких шариков. Отсюда и название – Ball Grid Array, что означает массив шариков. Такие корпуса предназначены для поверхностного монтажа. Это означает, что деталь устанавливается на плату, и каждая ножка быстрым точным действием припаивается к контактным пятачкам.
Если же микросхема уже использовалась в другом устройстве и используется как запчасти, бывшие в употреблении, необходимо выполнить реболлинг. Реболлингом называется процесс восстановления шариков припоя на ножках. Иногда он применяется и в случае отвала – потери контакта ножек с контактными пятачками.
Для осуществления реболлинга понадобится трафарет – пластина из тугоплавкого материала с отверстиями, расположенными в соответствии с расположением выводов микросхемы. Существуют готовые универсальные трафареты под несколько самых распространенных типов микросхем.
Паяльная паста и флюс
Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для этого используется флюс – вещество, растворяющее оксидную пленку и защищающее жало от окисления до покрытия припоем во время пайки микросхемы.
Наиболее распространенный флюс – сосновая канифоль в твердом, кристаллическом виде. Но, чтобы припаять микросхему, такой флюс не годится. Ножки ее и контактные пятачки обрабатывают жидким флюсом. Его можно сделать самостоятельно, растворив канифоль в спирте или кислоте, а можно купить готовый.
Припой в этом случае удобнее использовать в виде присадочной проволоки. Иногда он может содержать внутри флюс из порошковой канифоли. Можно приобрести готовый паяльный набор для пайки микросхем, включающий в свой состав канифоль, жидкий флюс с кисточкой, несколько видов припоя.
При осуществлении реболлинга используется паяльная паста, представляющая собой основу из вязкого материала, в которой содержатся мельчайшие шарики припоя и флюса. Такая паста наносится тонким слоем на ножки микросхемы с обратной стороны трафарета. После этого паста разогревается феном или инфракрасным паяльником до расплавления припоя и канифоли. После застывания, они образуют шарики на ножках микросхемы.
Проверка в плате
Один из самых распространённых способов проверки конденсатора без его выпаивания из схемы – включение параллельно ещё одного, заранее исправного конденсатора с известным номиналом.
Указанный метод позволяет судить об исправности элемента по индикатору прибора, показывающего суммарную ёмкость двух параллельно включённых «кондёров». При параллельном включении конденсаторов их ёмкости складываются.
При этом подходе удаётся обойтись без пайки конденсатора с целью извлечения его из схемы, в которой он шунтируется параллельно включёнными элементами (резисторами).
Однако возможности применения этого метода ограничиваются допустимыми напряжениями, действующими в данной электронной схеме и в плате тестируемого устройства.
Способ эффективен лишь при небольших величинах потенциалов, сравнимых со значениями предельных напряжений, на которые рассчитан электролитический конденсатор.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Необходимый инструмент
Паяльник
Старые модели
Обеспечить нормальный прогрев контактных дорожек плат и выводов полупроводников позволяет правильно подобранный паяльник.
Универсальной конструкцией обладает старая модель ЭПСИ типа «Момент» с мощностью 65 ватт. Ее не сложно изготовить собственными руками.
Раньше широко использовались модели резистивного типа с нагревательным элементом из тонкой нихромовой проволоки.
Современные паяльники
Под конкретные условия пайки сейчас можно приобрести различные виды моделей, снабженные всевозможными функциями.
Например, для выпаивания микросхем, транзисторов и диодов специально создан паяльник с отсосом олова.
Он быстро разогревает слой застывшего припоя и легко удаляет его в жидком состоянии с контактной площадки.
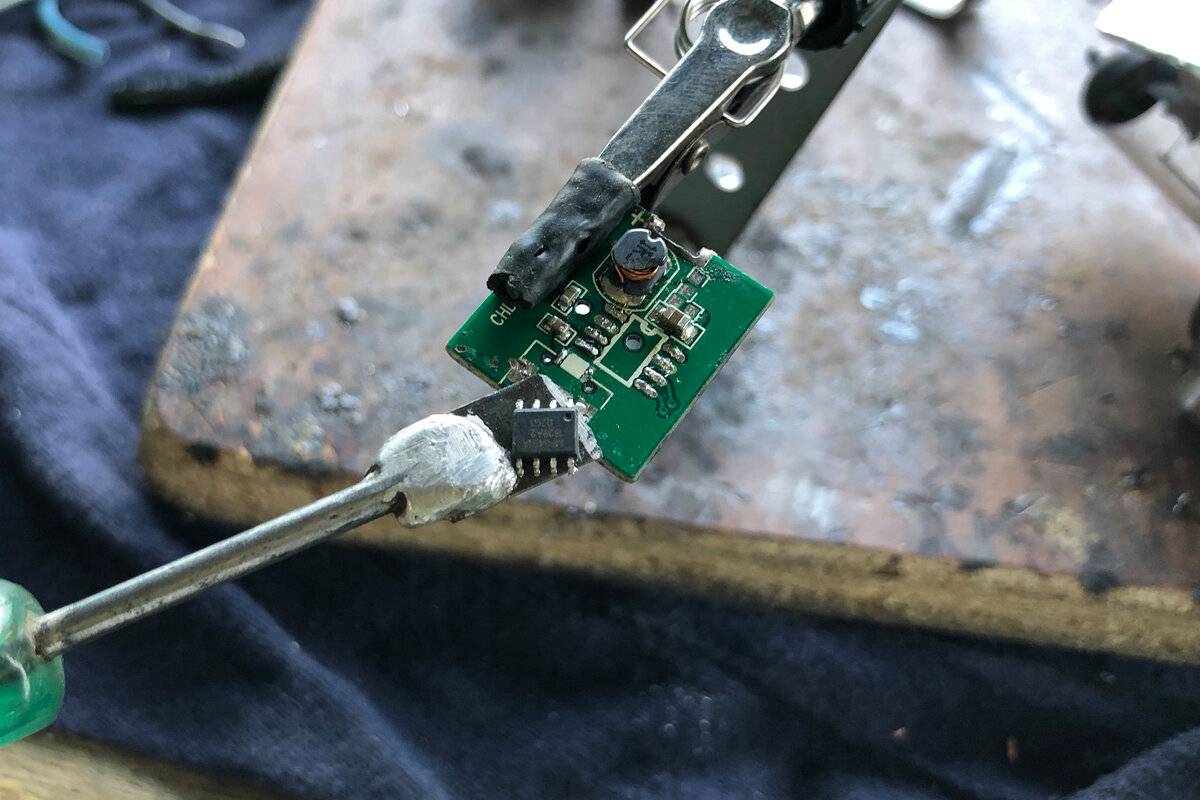
Держатели радиодеталей
При нагреве ножки транзистора для залуживания и пайки всегда следует отводить тепло от корпуса и полупроводникового слоя каким-либо металлическим предметом.
С этой целью обычно применяют пинцет или зажим типа крокодил. Однако, удобнее всего работать медицинским инструментом с тонкими ножками, которым пользуются хирурги при проведении операций.
Фиксация электронных плат
Радиодетали и платы обычно имеют маленькие размеры, требуют надежной фиксации в пространстве. Паять их на весу опасно: небольшое неверное движение способно повредить всю конструкцию.
При работе с ними одна рука уже занята: в ней паяльник. А второй необходимо выполнять еще какие-то дополнительные действия. Выручают в этом случае заводские или самодельные тиски, держатели, струбцины. Ими необходимо обязательно пользоваться.
Иглы для пайки
Их в момент расплава припоя вставляют внутрь гильзы платы для отделения ножки радиодетали от контактной дорожки.
Домашнему мастеру можно купить готовый набор в магазине, например, через интернет в Китае или своем городе.
Для этих же целей хорошо подходят медицинские иглы от шприцов. Их наконечники требуется обточить до прямого угла.
Инструмент для удаления расплавленного олова
Существует несколько способов, позволяющих убрать жидкий припой из места расплава:
- стряхивание на пол, стол или другую поверхность;
- сметание кисточкой или щеткой;
- отсос;
- впитывание в специальную оплетку.
Первые два метода относятся к экстремальным, ими пользуются в крайних случаях. Для нормальной качественной работы подходят два последних способа.
Метод отсоса жидкого олова
Приспособленный для него инструмент называют оловоотсосом. Внешний вид и конструкция одной из многочисленных моделей показана на картинке.
Перед работой у него взводят пружину. Когда припой расплавлен до жидкого состояния, то наконечник устройства прикладывают к нему и нажатием кнопки заставляют усилием освобожденной пружины придать движение поршню для обеспечения разрежения, которое и втягивает жидкий металл в специальную полость.
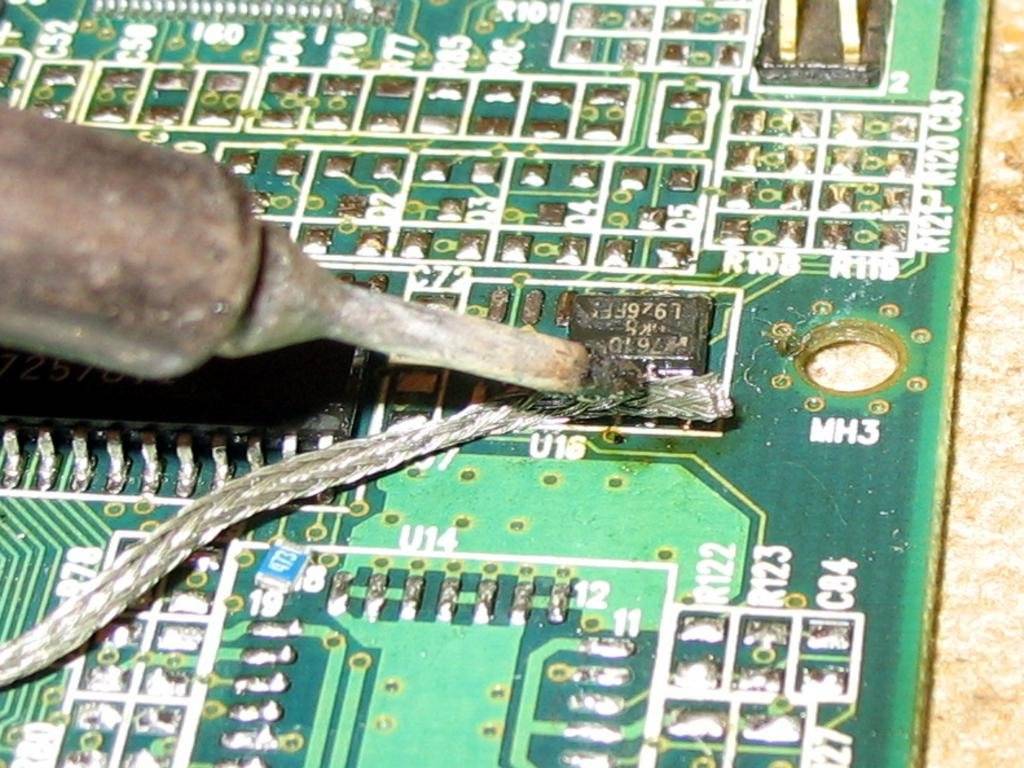
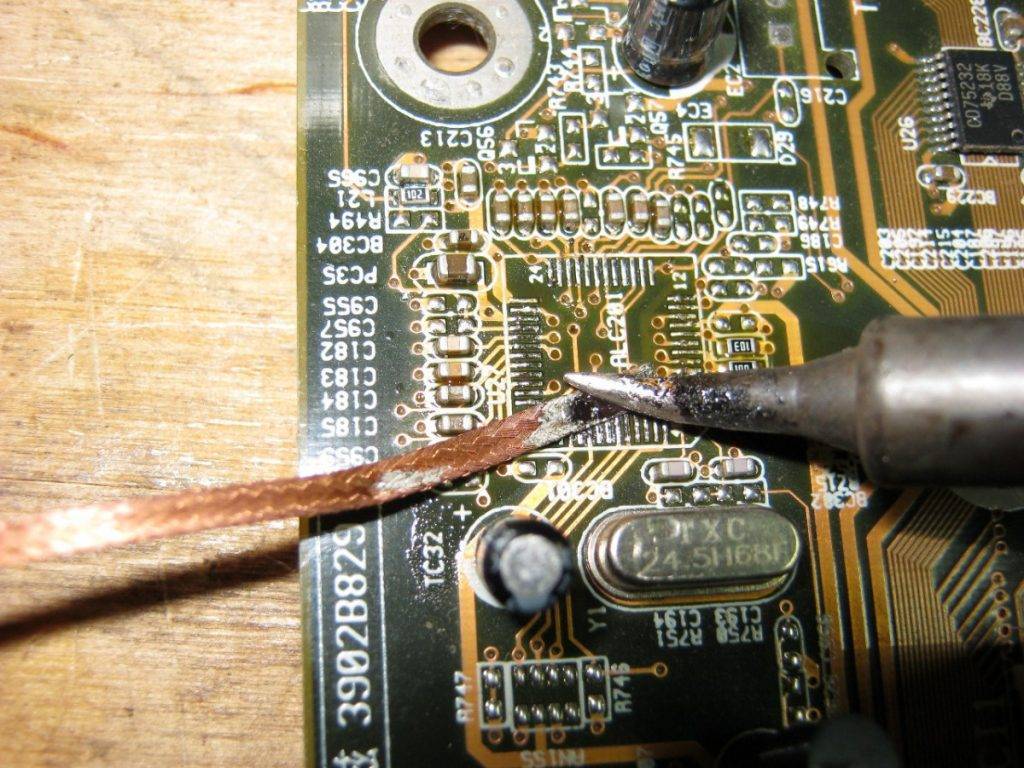
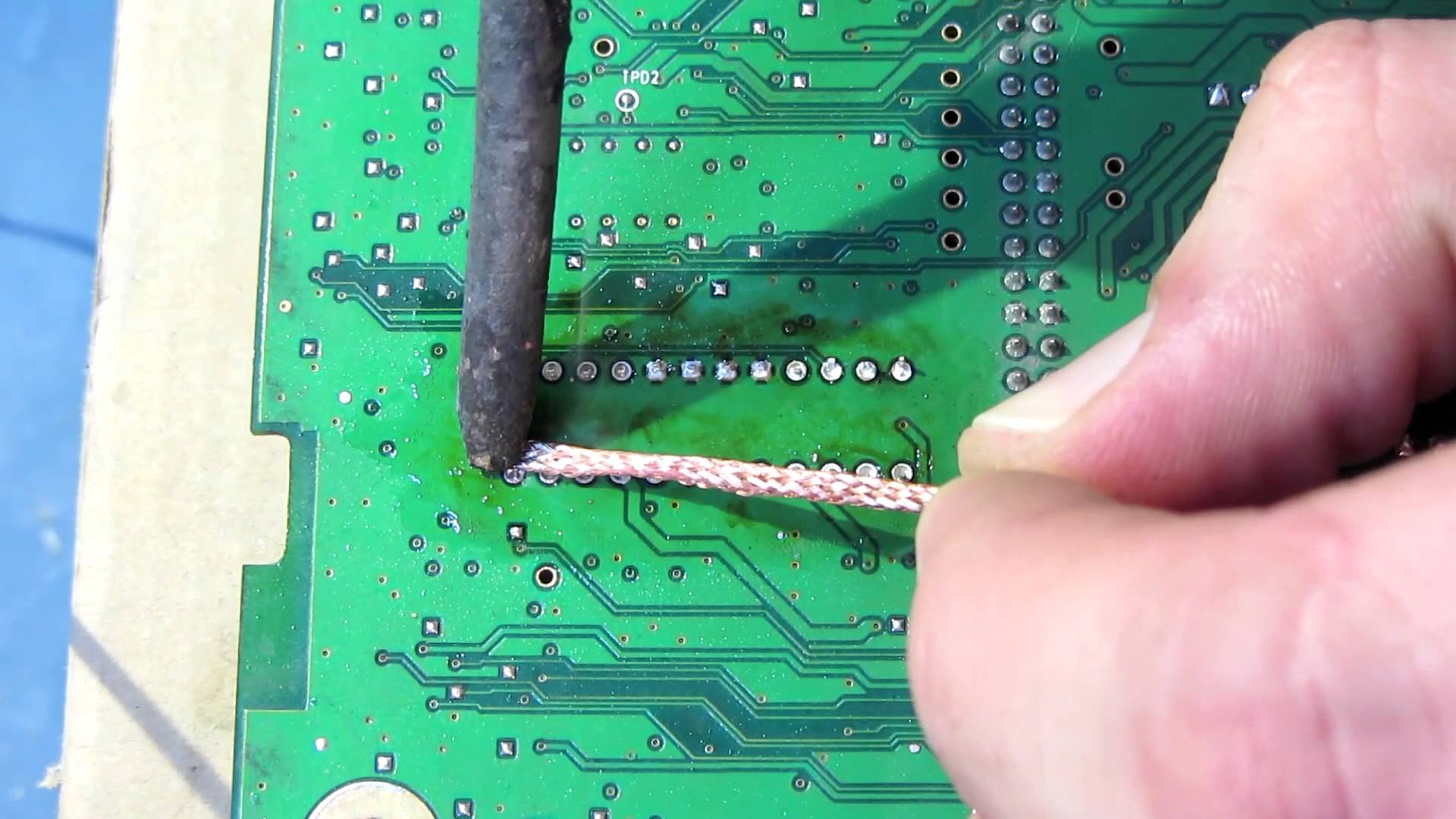
Демонтажная оплетка
Она изготавливается плетением из мягкой медной проволоки. Работать с ней довольно просто: на расплавленный припой накладывают отрезок оплетки, а он быстро впитывает в себя жидкое олово.
Демонтажная оплетка продается в строительных магазинах. Альтернативой ей может служить экранирующая жила от старого коаксиального кабеля для телевизоров, выпускаемая еще в советские времена. Ее пропитывают флюсом их спирта и канифоли.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
https://youtube.com/watch?v=MKZBAqnGoZ4
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.