Как отремонтировать отрезок волоконно-оптического кабеля
Worton

Купить FS оптические патч-корды
Волоконно-оптический кабель может быть случайно поврежден, отрезан или поломан. Согласно Ассоциации электротехников, основной причиной отказа кабеля является повреждение в результате работы экскаватора, который режет или повреждает кабель в процессе копания грунта. Такие случаи обрезания кабеля экскаватором случаются достаточно часто. Если же повреждения причинены кротами, скорее всего, такие неполадки будет устранить сложно, стоимость ремонта будет высокой из-за необходимости использования оборудования. В данной статье приведен список устройств для ремонта кабеля, а также описание процесса починки.
Инструменты и способ разделки кабеля
Если вам нужно разделать кабель, то для этого, равно как и для сваривания, вам понадобится много специальных инструментов. Как правило, обычный набор монтажников-спайщиков включает в себя чемодан с инструментами «НИМ25», который содержит все необходимые стрипперы, тросокусы, отвертки, плоскогубцы, ножи и другие инструменты, которые только могут понадобиться в любой сложившейся при работе ситуации.
Для разделки оптоволокна перед сваркой Вам понадобится специальный набор инструментов “НИМ-25”.
Есть и прочие наборы инструментов, которые могут быть как более полными, так и не включать в себя некоторые нужные инструменты. Большинство наборов имеют слабость в виде низкого качества кейса, который выглядит красиво, но на деле изготовлен из тонкой ДВП, которую обклеивают текстурированной фольгой. Он не способен выдержать долго в рабочих условиях, и поэтому нуждается в ремонте и усилении. Некоторые отдельные инструменты из стандартных наборов могут быть плохого качества, а некоторые и вовсе не понадобятся. Помимо этого, дорогие фирменные расходники можно поменять на подручные.
Во время разделки кабеля главное, сохранить длину кабельных элементов, которая указывается в инструкциях к муфте. Таким образом, иногда придется оставить длинные силовые элементы, которые потом закрепляются в муфте, а порой этого делать не нужно. Иногда необходимо из кевлара сделать «косичку» и зажать под винт, а иногда лучше кевлар отрезать. Зависит это от типа муфт и каждого конкретного кабеля.
Волокна нужно заранее тщательно протереть специальными салфетками: это позволит удалить гидрофобный слой защиты. Первым делом волокно протирают сухими салфетками, а потом смоченными в спирте. Такой порядок очень важен, потому что на первых салфетках останется много гидрофобного материала, а вот на дальнейших уже можно использовать спирт, который позволит растворить оставшийся гидрофоб. Оставшийся на волокнах спирт быстро испарится.
Там, где работа происходит с микронами, никакие загрязнения присутствовать не должны.
Волокна нужно внимательно осматривать на целостность лакового покрытия, отсутствие загрязнений и сломанных участков. Если же лак на каком-то из участков поврежден, но не сломан, то, дабы убрать риски, нужно лучше переделать этот кабель. Таким образом, будет потрачено лишних 10 минут, а не целый день в случае возникновения проблем.
После разделки на кабель надевают специальную термоусадку, которая, как правило, идет в комплекте с муфтой. Если же она предусматривает зажатие кабеля в резине с герметиком, то в термоусадке нет смысла. Новички, которые только проходят обучение в этом деле, очень часто забывают о том, что нужно надеть термоусадку. Усаживание лучше всего проводить небольшой горелкой, паяльником или промышленным феном, чтобы обеспечить герметичный вход кабелей в муфты. Практичнее все-таки применять небольшую горелку, которая надевается на баллончик с газом и зажимом. Одного такого баллончика достаточно для десятков сварок муфт, его просто зажечь, он легкий и не зависит от электричества. Прежде чем заняться усаживанием муфт и самих кабелей, желательно предварительно купить жесткую наждачную бумагу, что позволит получить лучшее сцепление с клеем. В случае пренебрежения этими простыми правилами можно получить достаточно неприятное недоразумение в виде сползаний и прочего.
Основные этапы эволюционирования приборов
Первые приборы для обработки оптоволокна работали исключительно в ручном режиме, постепенно разработчики внедрили специальное программное обеспечение, которое сводит привлечение ручного труда к минимуму.
По степени автоматизации устройства различаются на несколько разновидностей:
- Ручная. Для использования такого оборудования оператор должен обладать высоким уровнем знаний и навыков, поскольку волокна стыкуются вручную, точность обеспечивается за счет микроскопа.
- Полуавтоматическая. Соединение концов волокон происходит автоматически, но способ контроля не изменяется.
- Автоматическая. Стыковка, юстировка и сварка реализуется автоматически. Контроль процесса проводится через монитор, куда отправляется изображение с камеры, расположенной в рабочей зоне.
Работа оператора с аппаратами автоматической сварки заключается в очистке волокна и выполнении подготовительных мероприятий перед сваркой.
ТОП 5 лучших моделей сварки для оптоволокна
 Прибор для сварки оптоволокна.
Прибор для сварки оптоволокна.
Опишем наиболее привлекательные аппараты для сварки оптоволоконного материала с точки зрения функциональных возможностей, качества сварных швов и стоимости:
- Аппарат для сварки оптоволокна Fujikura 80S полностью автоматический.
Он имеет встроенную видео инструкцию и русифицированное меню, что значительным образом упрощает процесс осваивания его возможностей. Агрегат способен выравнивать оптические волокна по сердцевине, имеет автоподстройку мощности дуги, надежно изолирован от воздействия влаги, пыли, а также механического повреждения. Отличается максимально высокой скоростью сварки, поддерживает все типы сетей. Приблизительная стоимость – 425 тыс. руб. - Jilong KL-280G являет собой экономичный аппарат, который отличается быстрой сваркой – 9 секунд.
Выбор оптимальной программы сварки осуществляется автоматически, после чего аппарат самостоятельно контролирует качество созданного стыка. Имеет жидкокристаллический дисплей с диагональю 5,5”, способен определить и отобразить угол скола волокна, а также его сердцевину. Стоимость – 355 тыс. руб. - Автоматический агрегат FurukawaS177A зарекомендовал себя в качестве одного из наиболее компактных и легких устройств, способных выравнивать оптоволокно посередине.
Сварочный аппарат оснащен ярким жидкокристаллическим дисплеем, встроенной батареей питания, осуществляет сварку всех типов оптоволоконных кабелей с высокой точностью. Цена 690 – тыс. руб. - Inno Instrument IFS-15S отличается особой компактностью, выравнивает оптические волокна по середине.
Агрегат оснащен универсальными сменными держателями и дисплеем с диагональю 4,3”. Стоимость – 400 тыс. руб. - DVP 730 функционирует со всеми типами сетей, аппарат оснащен русским интерфейсом, способен работать от встроенных источников питания длительное время.
Аппарат нужно настраивать вручную, а калибровка и проверка торцов проводится в автоматическом режиме. Цена – 150 тыс. руб.
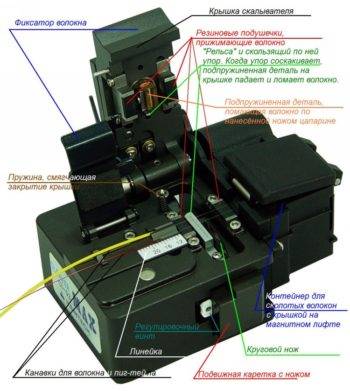
Скалыватель оптоволокна
Очень важный инструмент – это скалыватель. Рабочий орган аппарата – алмазный диск, который срезает волокно под углом 90°. Подготовленное волокно укладывается в скалыватель таким образом, чтобы от края изоляции до уровня среза до было, примерно 16 мм. Контроль по специальной мерительной шкале на корпусе. Затем провод фиксируется зажимом. Сама операция производится простым нажатием на кнопку. Такую же операцию необходимо проделать с другими проводниками.
Внимание! Перед операцией скола нужно надеть термоизоляционные трубку КДЗС для последующей фиксации и изоляции стыка проводника
Оптоволокно: сварка, вид и состав
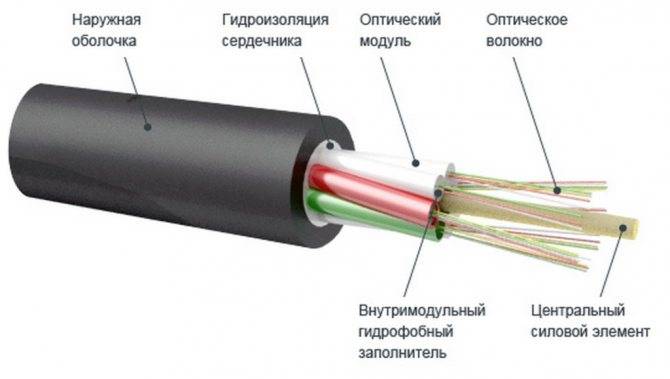
Что все-таки представляет собой оптический кабель? Такие кабели можно разделить по следующим категориям:
Виды оптических волокон.
- По конструкционным особенностям: от наиболее простых, которые состоят из оболочки с трубочками-модулями, до самых новых, состоящих из многих слоев, двухуровневой защиты и прочего.
- По месту применения: наружные и внутренние виды прокладки. Внутреннюю прокладку встретить можно достаточно редко, как правило, только в высококлассных дата-центрах, которые требуют идеальности, правильности и красоты.
- По условиям прокладывания: для подвесов, грунтовые, для использования в кабельных канализациях, под водой, для подвешивания на опорах линии электропередач. Но чаще всего используются именно подвесные кабели или кабели для прокладки в грунте. Немного реже можно встретить кабели с тросиками и гофроброней. Не редкостью является кабель, который представляет собой тонкие, спаренные патч-корды. Все остальные оптические кабели можно встретить гораздо реже.
Пайка TQFP32, TQFP44, TQFP64
В принципе, TQFP можно паять и без флюса, как и SO, но здесь нужно продемонстрировать, что такое активный флюс. Вы можете купить его в шприцах с маркировкой FLUX.







В следующем примере припаяем микросхему в корпусе TQFP44.
Начинаем с того, что намазываем все контактные площадки флюсом. Он имеет консистенцию густой смазки и очень липкий. Будьте осторожны, чтобы не испачкаться, ведь смыть его потом можно будет только растворителем.
Не будем лудить поля, как в описанных выше методах. Ставим чип сразу на место и устанавливаем в нужное положение.
Раньше паяли штыревым наконечником. Сейчас продемонстрируем пайку ножевым наконечником, который может одновременно припаять несколько выводов.
Коснитесь двух ножек, расположенных в противоположных углах места. Пайка углов, чтобы зафиксировать микросхему, чтобы она не двигалась при пайке остальных выводов.
Теперь важно, чтобы на кончике паяльника было небольшое количество олова. Если его много, протрите влажной губкой или стальной проволокой
Касаемся ножек с тех сторон, где еще ничего не паяли. Перемещаем наконечник по всем ножкам, не опасаясь коротких замыканий. Именно благодаря наличию активного флюса олово само знает, что должно прилипать только куда надо.
Если где-то произошло короткое замыкание, достаточно очистить наконечник, а затем добавить чуть большее количество флюса.
Метод ножевой пайки также подходит для чипов с гораздо меньшим шагом выводов. В принципе можете паять VQFP100 и даже ещё бОльшие микросхемы без малейших проблем! Так что монтаж SMD гораздо проще чем кажется, надо только вооружиться хорошей подсветкой рабочего места и большим увеличительным стеклом, чтоб лишний раз не напрягать глаза.
Процесс соединения
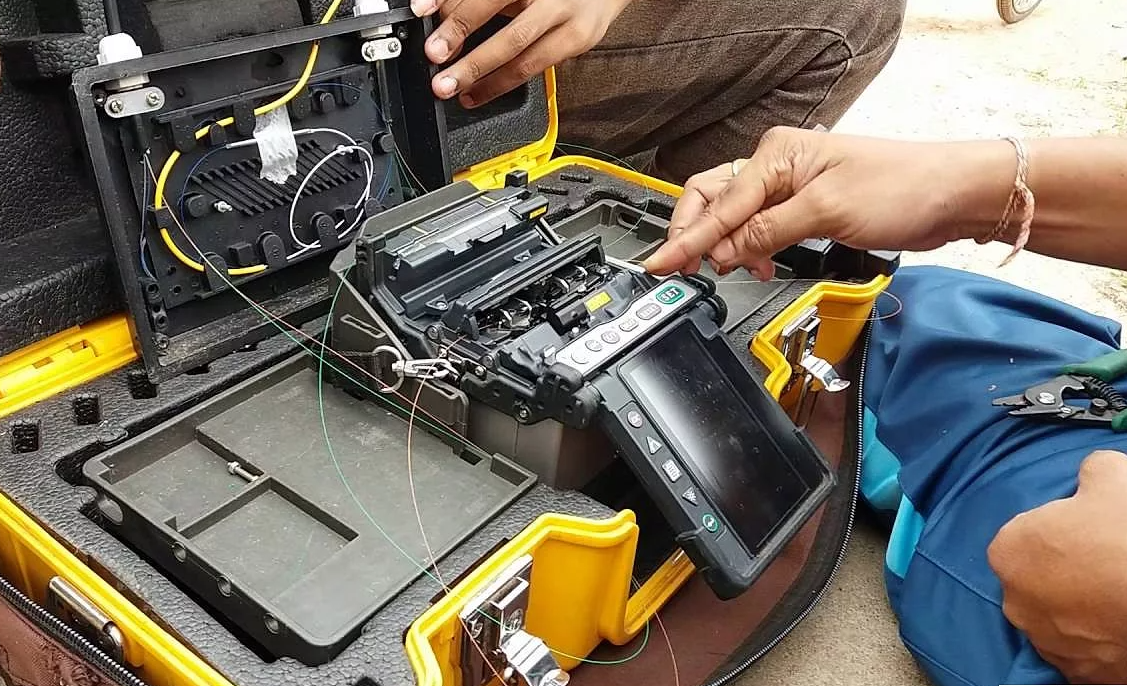
После завершения подготовительных работ начинается сварка:
- спайщик укладывает подготовленное оптоволокно в аппарат для сварки и фиксирует в нем зажимами;
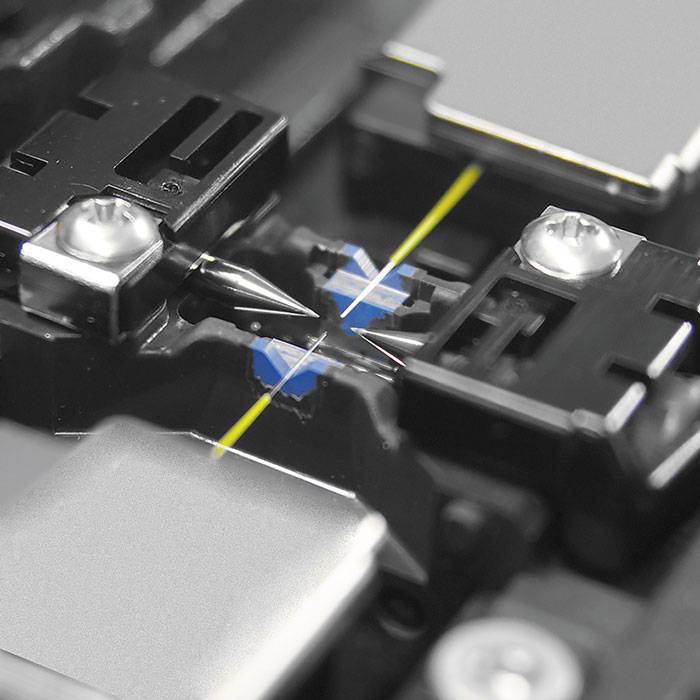
- устройство автоматически начинает сводить волокна до тех пор, пока они не покажутся в секторе обзора камер микроскопов;
- после этого через электроды пропускается кратковременная электрическая дуга, уничтожающая остатки пыли на оптоволокне;
- если состояние волокон нормальное, то прибор с помощью сервомоторов, имеющих возможность перемещать оптоволокно в трех плоскостях, начинает их совмещать;
- подведя торцы волокон почти вплотную, прибор на несколько секунд подает мощную электрическую дугу, которая размягчает стекло;
- аппарат еще ближе подводит разогретые оптоволокна друг к другу, спаивая их таким образом;
- для проверки прочности соединения прибор с заданным усилием пытается развести оптоволокна в разные стороны;
- если тест пройден, то спайщик надевает трубку КДЗС на место сварки и перекладывает ее в печку, где происходит термоусадка гильзы.
Когда таймер сообщает, что процесс закончился, оператор достает оптоволокно и укладывает гильзу КДЗС на охлаждающую полку. Процесс сварки закончился, начинается укладка оптоволокна в муфту.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Использование газового паяльника
Особенности пайки электропаяльником
Пайка электропаяльником имеет ряд особенностей перед другими способами соединения. Их необходимо учитывать при выполнении монтажных работ.
Выбор флюса
Чаще всего электрики используют твердый флюс — канифоль. Есть два способа нанести ее на спаиваемые провода:
Жало паяльника касается камушка канифоли. Затем флюс переносится с разогретого острия инструмента на спаиваемые провода
Важно успеть нанести канифоль на токоведущую жилу до того, как она испарится с жала. Обычно это 3-5 секунд.
Зачищенный провод кладется на канифоль и прижимается сверху нагретым жалом
При этом флюс плавится, а провод погружается в расплав.
Пайка многожильных проводов
Многожильный провод представляет собой множество тонких проволок, сплетенных в один трос и покрытых изоляцией. Такой проводник проще паять, чем монолитный. Любой вид флюса охотно проникает и втягивается в пустоты между тонкими проволоками жилы. Касается это и припоев. Они легко пропитывают многожильный провод. Главное, как следует прогреть его, и пайка пойдет сама собой. Чтобы надежно спаять провода, их необходимо аккуратно скрутить пальцами.




Пайка распредкоробок с помощью тигля
Данный способ позволяет удобно пропаивать скрутки, которые находятся в коробках и подрозетниках. Припой заранее плавится в небольшом тигле объемом от 20 до 100 мл. Спаиваемые провода погружаются в емкость с расплавленным металлом.
Для разогрева тигля и расплавления припоя используется компактная газовая горелка. Некоторые специалисты применяют для этих целей самодельные приспособления, сделанные своими руками из мощных электропаяльников. Но такие устройства требуют напряжения, которое не всегда присутствует в ремонтируемой квартире.
Флюс для пайки алюминия
При пайке с обычной канифолью припой не будет прилипать к алюминию. Здесь необходимо использовать флюс наподобие Ф-64. Он выпускается специально для алюминиевых проводов. Средство продается в жидком виде в форме баночки с кисточкой.
Пайка позволяет надежно соединять провода при минимальных затратах. Все что нужно: паяльник, припой и флюс. Правильно пропаянный контакт прослужит не меньше, чем сама проводка.
Выбирать паяльник следует по мощности нагревателя. От этого критерия зависит максимальная толщина проводов, которые получится соединить. Тип флюса, припоя, форма и материал ручки паяльника выбираются исходя из индивидуальных предпочтений мастера.
Очистка линзы объектива аппарата для сварки оптоволокна
Рисунок 8 – чистка объективов камер сварочного аппарата
Камеры сварочного аппарата – это его “глаза”. При помощи камер сварочный аппарат определяет положение волокон и дает команду моторам на их совмещение между собой. Загрязнение поверхности линзы объектива может привести к ошибочному определению положения сердцевины волокна, результатом чего может стать повышение потерь в сварном стыке и плохая работа сварочного аппарата. Поэтому линзы двух объективов следует регулярно очищать. В противном случае к поверхности может прилипнуть пыль, которую в конечном итоге невозможно будет удалить. Проведите очистку, как указано ниже.
- Перед очисткой линз выключите сварочный аппарат.
- Снимите электроды.
- Проверьте, нет ли на поверхности объектива видимых загрязнений. При их наличии аккуратно удалите их при помощи специализированной палочки слегка смоченной в изопропиловом спирте
- Протрите объектив круговым движением от центра мягкой палочкой, смоченной в спирте, как показано на рисунке 8.
- Удалите остатки спирта с поверхности линзы сухой палочкой.
- Убедитесь в отсутствии линий, царапин или пятен.
- Правильно установите электроды на место.
- Включите сварочный аппарат и выполните диагностический тест.
Категорически запрещается использование сжатого воздуха для чистки элементов сварочного аппарата. Во-первых, сжатый воздух не способен удалить присохшую грязь и маслянистые остатки. Во-вторых – при воздействии сжатого воздуха частицы пыли “бомбардируют” поверхность объективов камер, в следствии чего повреждается их антибликовое покрытие и сварочный аппарат выходит из строя.

Рисунок 9 – палочки для чистки линз и зеркал сварочных аппаратов
Соединение оптоволокна
И тут сразу же встает вопрос – как соединить оптоволокно. Конечно, соединить его можно и для этого используют несколько способов. Первый с помощью специальных небольших «Пигтейлов» (Pigtail). Для этого берут два конца провода и засовывают внутрь. Внутри уже есть небольшой кусок подобного стекла. Далее идёт сварка с помощью специального оборудования.
Второй способ — это обычная сварка. Для этого случая нужен профессионал, который специализируется на сварке «оптики». Несмотря на очень высокоточную сварочную машину, задача специалиста: точно направить два проводка так, чтобы центральная жила и внешняя отражающая оплетка сварились точно вместе. Нужно понизить шанс потерь сигнала на этом участке.

Если сварка будет не точной или что-то пойдет не так, то на этом участке будет потери сигнала, помехи, скорость будет ниже, а дальность передачи данных будет меньше. При попадании в стекло примесей можно свести на нет хоть какую-то передачу информации, а свет будет почти 100 % тухнуть именно в этом месте.
Теперь надеюсь вы понимаете, что самостоятельно объединить два оптоволоконных кабелей в домашних условиях – невозможно. Потому что даже с высокоточным аппаратом иногда сварка даёт сбои и приходится переделывать.
Источник
Оптика в частный дом
Частный дом, безусловно даёт ряд преимуществ по сравнению с многоквартирным домом, среди них и свобода действий в плане соблюдения тишины, практически не приходится подстраиваться под соседей, которым может помешать производимый вами шум. Это и частная преддомовая территория, где всегда найдётся место для парковки, большие площади для проживания, чистый загородный воздух и прочие положительные моменты. Но всегда, когда есть плюсы, на чаше весов, симметрично появляются и минусы, с которыми также необходимо считаться. Одним из таких минусов может стать, удалённость от благ цивилизации, в частности от высокоскоростного интернет — соединения. Поскольку, самой высокоскоростной технологией является оптоволоконное соединение, интернет через оптику, в которой информация передаётся с помощью светового луча, данная статья будет посвящена разбору нюансов подключения оптоволоконного интернета, и пройдёт под лозунгом — оптика в частный дом!
Подключение по оптике

В данной связи, следует затронуть технологии, по которым строятся оптоволоконные сети. Наибольшее распространение получили FTTB (Fiber-To-The-Building) переводится с английского как «оптика до здания» и PON (Passive Optical Network, пассивные оптические сети) – технологии широкополосного мультисервисного доступа по оптическому волокну.
Архитектура FTTB, как правило, используется в новостройках, крупными операторами, т.к. является наиболее удобным видом подключения для многоэтажного дома. Суть её заключается в том, что оптический кабель проводят до здания, а единичные потребители подключаются к интернету медным кабелем через распределительные устройства. Недостатком является то, что данная технология имеет ограниченное применение для частных домов, т.е. практически не используется.
Суть технологии PON заключается в построении разветвлённой древовидной структуры с использованием пассивных оптических разветвителей-сплиттеров, что обеспечивает относительно небольшие капитальные затраты. Передача информации для всех потребителей происходит одновременно с разделением по времени отдельных каналов. Топология такой сети включает в себя:
- Станционный участок, на котором находится активное оборудование, передающее/принимающее информацию подключённых к сети устройств;
- Линейный участок, включающий в себя сплиттеры, оптоволокно, коннекторы, разъёмы и проч., находящиеся в промежутке между станционным и абонентским участками;
- Абонентский участок представляет собой адресную абонентскую разводку оптоволоконным кабелем от общих распределительных устройств до оборудования клиентов – потребителей услуг провайдера.
Поскольку технология PON является менее затратной, с точки зрения капиталовложений, по сравнению с FTTB, она может быть использована для подключения частного дома к сети интернет, после проведения провайдером соответствующих технико-экономических расчётов.
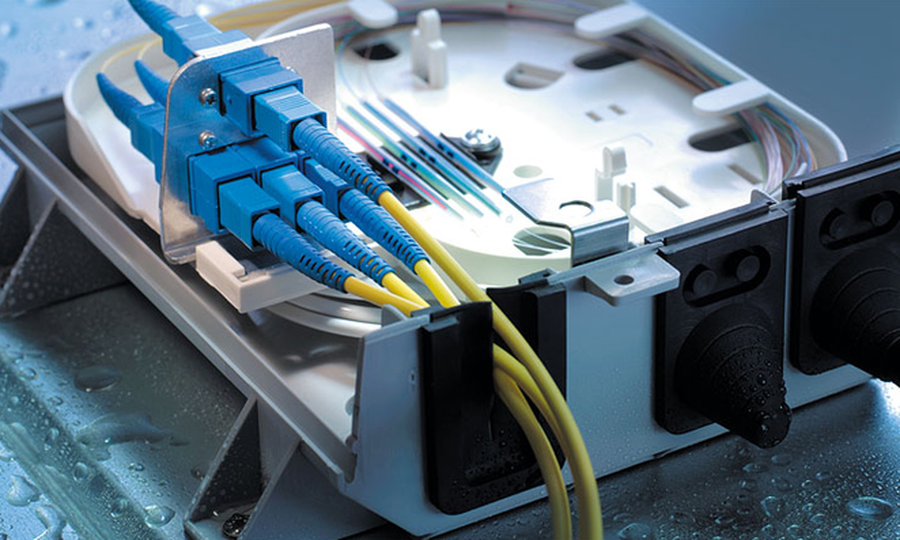
Настройка оптического кабеля

Установка оптических коннекторов.
Для коннекторов типа SC, которые имеют широкое применение, потребуется несколько специфических инструментов. Этапы установки коннекторов:
- С помощью стриппера — приспособления, необходимого для правильного снятия изоляции, имеет калиброванные зазоры, снять изоляцию;
- Обрезать кевларовое волокно;
- Одеть часть коннектора, фиксирующую его на кабеле;
- Спиртовыми салфетками удалить гидрофобное покрытие на оптоволокне;
- Далее, в канал, в который будет продет кабель необходимо, с помощью шприца закачать клей, для фиксации кабеля в коннекторе. Продеть кабель;
- После высыхания клея, сколоть волокно специальным инструментом, зашлифовать торец;
- Установить остальные части коннектора и обжать специальной обжимкой.
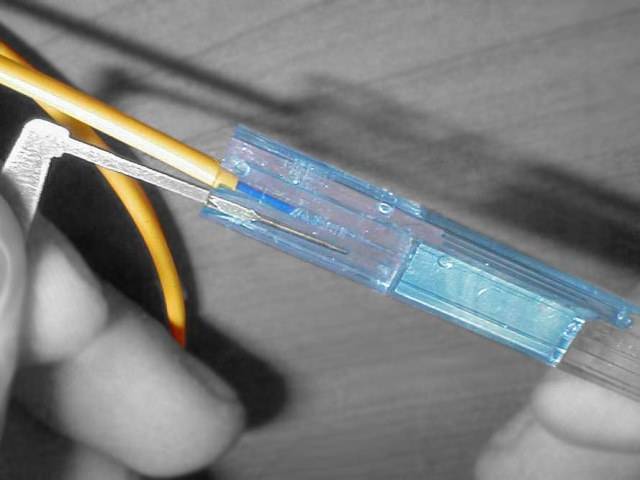
Также возможно выполнить соединение с помощью механических соединителей. Процедура является более простой, чем установка коннекторов и включает в себя зачистку и скалывание волокна, установку кабеля в соединителе и фиксацию защёлки. Настройка оптического кабеля на этом может быть завершена.





Резюмируя, для частного дома оптика позволит иметь стабильное интернет подключение. Более того такую скорость интернета, которую даёт оптика, на данный момент не позволяет достичь другая технология, находящаяся в широком пользовании.
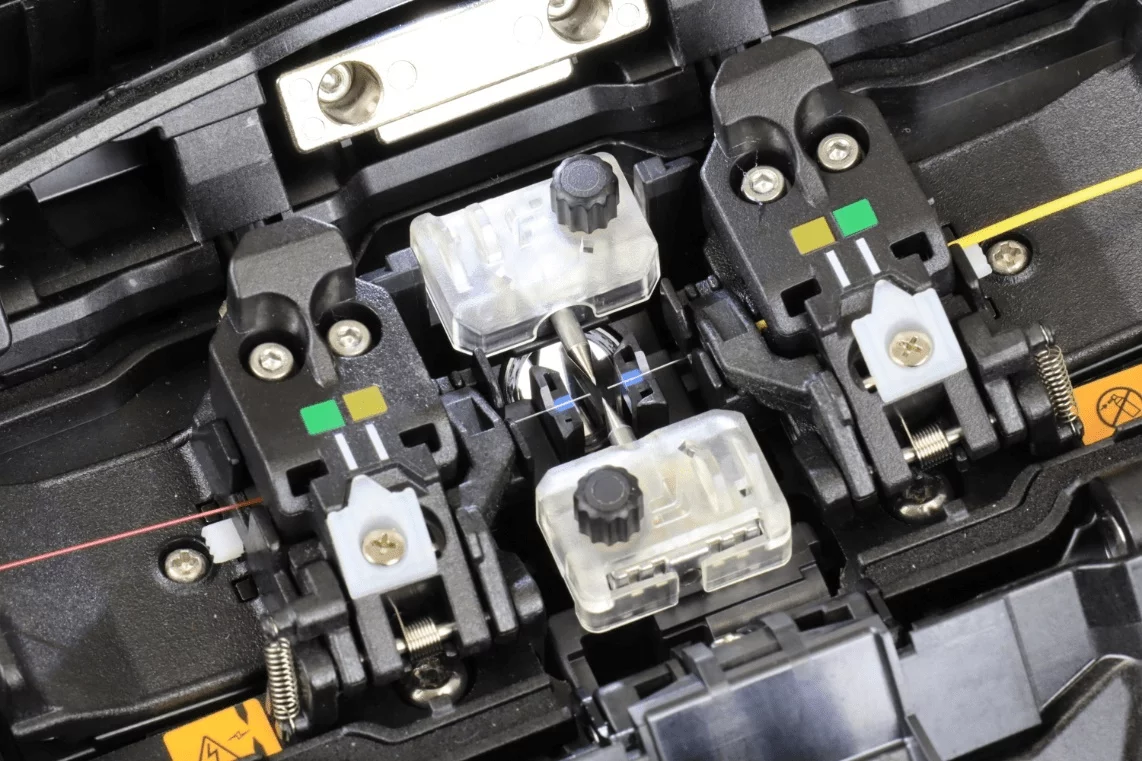
Чистка элементов камеры сваривания
Камера сваривания находится под ветровой крышкой сварочного аппарата. Именно в ней и происходит сварка оптических волокон. В камере сваривания расположены «V-образные канавки», в которых концы волокна размещаются между двумя электродами (коническими, заостренными металлическими частями). Перед помещением волокон в камеру плавления, они очищаются салфеткой, смоченой в изопропиловом спирте. Даже после того, как оволокна были очищены, они могут легко переносить пыль или мусор в камеру.
К счастью, у большинства сварочных аппаратов есть решение этой проблемы, называемое мгновенным ожогом или чистящим ожогом. После закрытия ветрозащитной крышки, автоматически запускается короткий разряд с более низким напряжением, чтобы сжечь оставшийся мусор, ворс, волосы или все, что могло быть на волокне. Бесспорно это хорошо, но в результате этого образуется очень мелкий (по размеру, но не по внешнему виду) мусор, который попадает в V-образные канавки, дно камеры плавления и, возможно, на линзы камеры. Не регулярная чистка сварочного аппарата приведет к скоплению мусора в наиболее чувствительных его областях. Со временем это приведет к более высоким потерям для результатов сварки.
Чистка V – канавок сварочного аппарата для ВОЛС
V канавки – это основной (а в некоторых сварочных аппаратов и единственный) инструмент юстировки волокон. Попадание в них грязи вызывает отклонение волокна, и как следствие, повышение потерь на сварном соединении. Особенно чувствительны к загрязнению V – канавок сварочные аппараты с выравниванием волокон по оболочке. Они оборудованы только двумя моторами, которые просто толкают волокна навстречу друг другу. Все же функции выравнивания ложатся на V – канавки. Сварочные аппараты с “Активной V – канавкой” (например ilsintech KF4, ilsintech KF4A) уже имеют 4 мотора, которые позволяют выравнивать волокна в вертикальной плоскости. Наименее чувствительны к загрязнениям V – канавок – сварочные аппараты с выравниванием по сердцевине – Fujikura FSM-80S, Greenlee 910FS, ilsintech K11, ilsintech K7 и другие. И тем не менее все они нуждаются в бережном отношении и поддержании в чистоте.
Рисунок 2 – чистка V – канавки при помощи палочки
Для чистки следует использовать специализированные чистящие палочки TE-38542F, которые включены в состав набора Chemtronics FSK1002E. Они имеют плоскую форму и позволяют качественно прочистить V – канавку. Такие палочки позволяют удалить как частички грязи и пыли, так и маслянистые загрязнения V – канавки. Для этого следует слегка смочить палочку в изопропиловом спирте. Старайтесь в процессе чистки не прикасаться к электродам.

Рисунок 3 – специализированные палочки для чистки V – канавок
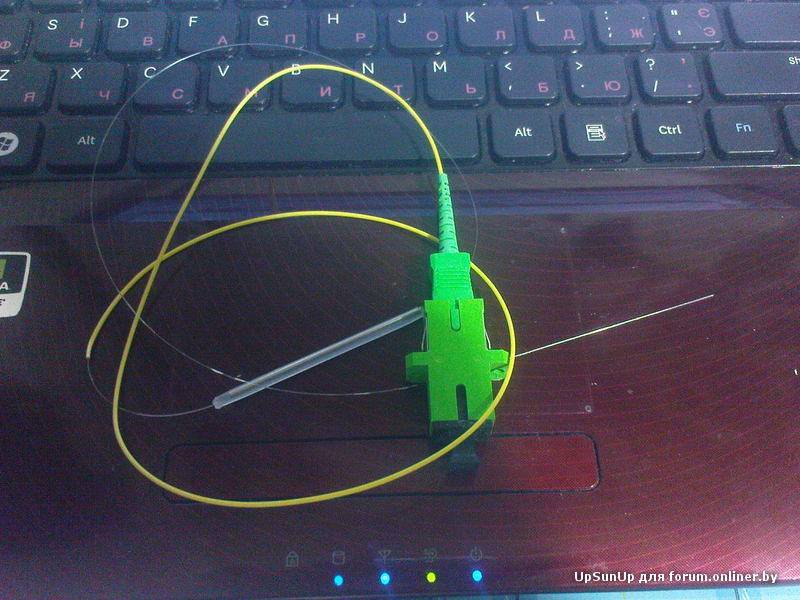
Для удаления засохших частичек грязи допускается также чистка при помощи очищенного от буферного слоя и сколотого волокна. Оно имеет диаметр 125 мкм, полностью соответствует диаметру канавки и позволяет качественно ее прочистить. В ходе чистки, волокно следует расположить под углом примерно 45 градусов к очищаемой поверхности, как показано на рисунке 3. Держать волокно необходимо на расстоянии 5 – 10 сантиметров от его среза. В таком случае легко обнаруживаются засоренные места.
Рисунок 4 – чистка V – канавки при помощи сколотого оптического волокна
Для качественной чистки совмещайте оба описанных выше метода.