Обзор оборудования, которое может понадобиться
1. нихромовый электрический паяльник мощностью 25Вт. Это обычный хозяйственный паяльник, который раньше можно было встретить практически у любого радиолюбителя-электронщика. Сейчас они тоже распространены и стоят довольно дешево, около 200 рублей. Можно покупать любые, в том числе, китайские паяльники, они тоже служат долго – при постоянной работе до 8 лет. Самый простой паяльник состоит из жала, которое представляет собой медный прут, на торце заточенный под углом и спирали нагревателя. Ручка из дерева или теромоустойчивого пластика. Это однозначно рабочий инструмент, который годится в 90% случаев для применения в бытовых условиях и даже в некоторых ремонтных мастерских он все еще используются.
2. Паяльник на 40-80Вт с жалом, заточенным под клин, напоминающий шлицевую отвертку, для удобства пайки тяжелых элементов. Такой паяльник покупать для дома не советуем, хотя он и дешевый. Некоторые по ошибке сразу покупают его, потом возникают проблемы: сгорают некоторые компоненты, отслаиваются дорожки от печатных плат, потому что перегреваются. Для дома 25-30ВТ – более чем достаточно.
3. Газовый паяльник купить Предназначен для пайки в отсутствии электросети. Эквивалент (если переводить в электрическую мощность ) около 100Вт.
Инструмент 3 в 1:
• паяльник, который заточен под конус, жало долговечное, выполнено не из меди, а из специального термоустойчивого сплава. Подходит для гаражных работ, ремонта в машине.
• жало снимается и его можно использовать как термофен (нагрев до 600 градусов). Довольно удобно применять, если нужно прогреть термоусадочную трубку или просто деталь. Большие работы термофеном не выполнить, так как поток воздуха и давление газа составляют небольшую величину.
• меняется насадка и инструмент превращается в хорошую рабочую газовую горелку с температурой 1300 градусов. Таким образом, можно паять массивные детали или просто по надобности что-то разогревать.
4. Последний тип паяльника, который набирает обороты – это керамический паяльник. Если кто-то хочет сразу начинать с хорошего и не экономить, советуем купить его. Плюсы: очень тонкое жало, подходящее для точных (миллиметровых) работ — запаять разъемы на мобильных телефонах, монтировать или демонтировать компоненты SOIC, QFP, PLCC, BGA и т.п. Мощности хватает для любых работ. Разогревается он быстро. Если нихромовый нагреватель 1,5-2 мин выходит на рабочий режим, то здесь разогрев происходит за 20 сек. – и уже можно паять.
Идеальный вариант иметь к нему паяльную станцию и регулировать температуру от 200 до 480 градусов, подстраивая ее под припои и условия пайки. С ее помощью можно менять детали на материнских платах, на видеокартах, так и паять крупный провод. Если вы хотите со временем научиться паять качественно, то советуем начинать учиться с покупки паяльной станции.
Меры безопасности
Важно не только знать, как работать паяльником, но и изучить меры безопасности при его эксплуатации, поскольку их выполнение позволяет:
- защитить кожу от термических ожогов;
- предотвратить возгорание;
- защититься от поражения током.
Перед тем, как приступить к эксплуатации паяльника, мастеру необходимо убедиться в том, что кабель питания находится в исправном состоянии. Жало не должно соприкасаться с предметами и поводками.
В процессе эксплуатации паяльника, брать его разрешено только за ручку — держать включенный инструмент за корпус, опасно для здоровья. В перерывах между работой инструмент следует помещать на подставку.
Зная, как пользоваться паяльником, мастер сможет выполнить качественно любую работу
Важно, помнить о соблюдении техники безопасности, поскольку при неправильном применении инструмент способен нанести серьезный вред здоровью
Ошибка №10 Излишки припоя.
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.

Что в этом
случае делать? Казалось бы, все просто. Достаточно заново разогреть место и
убрать все излишки олова.
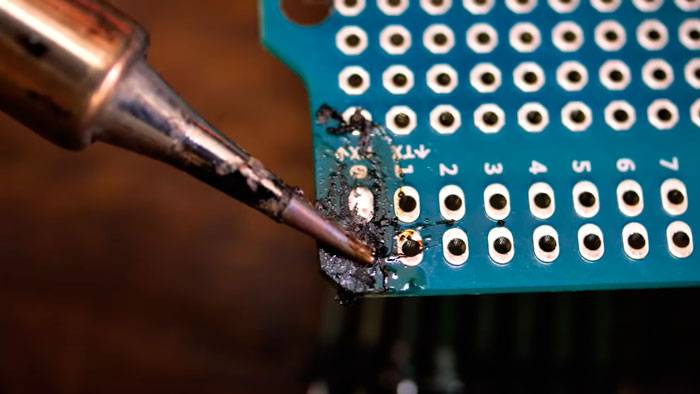
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
Кто-то советует
в этом месте по возможности цеплять “крокодильчик”, который должен забирать
излишки тепла на себя.

А что делать, если на плате не одна точка пайки, а несколько в ряд?
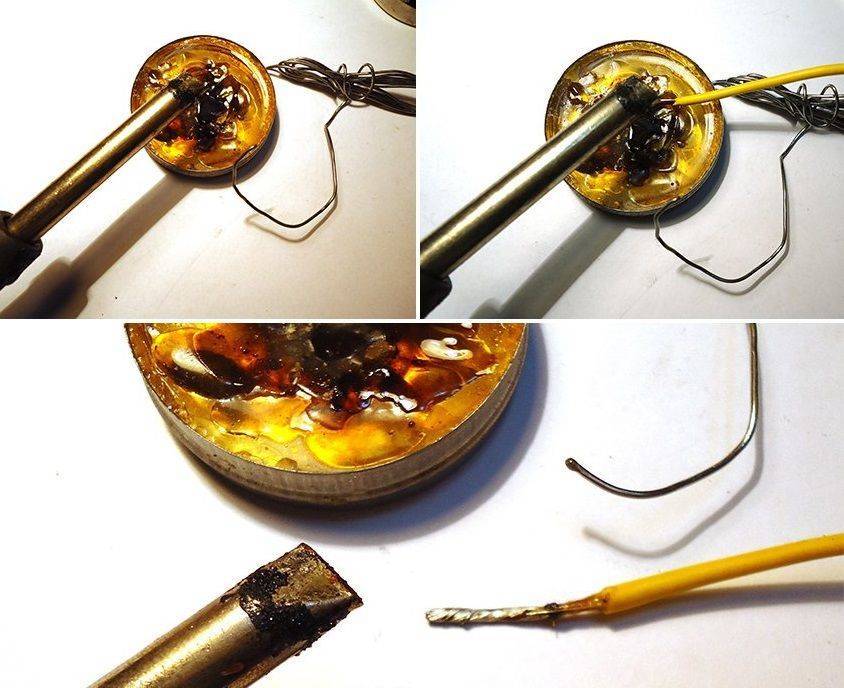
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
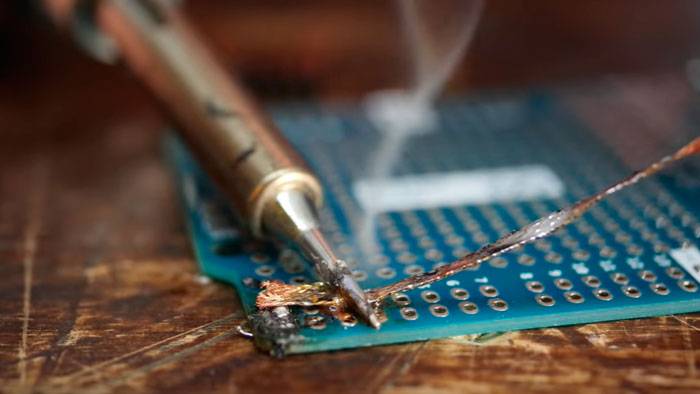
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).

Только перед использованием обработайте “сеточку” жидкой канифолью.
Источники – AmperkaRu, AlexGyver
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент
Важно, чтобы он хорошо прогревал медный материал и расплавлял припой
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.






Процесс пайки с кислотой
Способы пайки светодиодных лент
Как паять без паяльника? Для того чтобы правильно выполнить такую работу, которую можно использовать для обвязки проводов из меди, а также чтобы паять латунь, понадобятся источник открытого огня, металлическое жало и оловянный припой. Алгоритм действия при этом будет следующий:
- На первом этапе необходимо очистить поверхность от видимых загрязнений, старой краски и окислений. Чаще всего для этого применяется металлическая щетка, которая насаживается на дрель и при вращении срывает старые куски. Зачистить нужно оба материала, которые планируется состыковать;
- На открытом огне нагревается металлическое жало и окунается в кислотный состав. Покрываемую поверхность также нужно смазать реагентом для обезжиривания материала. Если планируется заделка отверстия, то элементы нагреваются одновременно, для чего используется газовая горелка с подачей кислорода через специальный пистолет;
- Когда поверхность достигла нужной температуры, на нее накладывается оловянный припой или проволока из меди. Затем горелкой осуществляется нагнетание одного слоя на другой путем приближения сопла к какому-либо участку. Также для этого можно использовать медный пруток, который будет оплавляться в процессе правки и создавать дополнительный слой;
- В завершении нужно убрать источник тепла и дождаться, когда покрытие остынет. Кислота обладает побочным действием: после остывания на материале образуются отложения солей, поэтому когда конструкция почернеет, нужно зачистить место стыка металлической щеткой.
Данный процесс универсален, поэтому он применим для пайки проводов разного сечения из меди или алюминия. Некоторые мастера пользуются другим методом кислотной пайки, когда спаиваемые проводники из меди окунаются в емкость с расплавленным оловом, после чего на материале образуется тонкая металлическая пленка, еще этот процесс называют лужением.
Вспомогательные материалы
Это компоненты не входящие в состав полученного соединения после пайки, но участвуют в его образовании: паяльные флюсы, газовые среды, стоп-вещества. Действия, которые следует проводить при флюсировании:
- смачивать металл и припой флюсом;
- снять оксидную пленку с поверхности металла и припоя;
- удаление флюса из под зазора расплавленным припоем.
Газовая среда или вакуум применяют для нейтрализации оксидов и прочих вредных пленок на поверхности соединяемых металлов или их повторное образование. Аргон марки А и азот используют в качестве газовых сред. Стоп-вещества используют для того, чтобы избежать действия припоя на металл. Чаще всего это стоп-пасты и прочие покрытия, наносящиеся на поверхность распылением или пульверизацией.
Как правильно припаивать?
Чтобы припаять два провода, следует для начала залудить паяльник и провода. Дело в том, что если проигнорировать эту процедуру, прибор просто не будет паять, так что крайне рекомендуется это сделать. Кстати, если у пользователя имеется в наличие паяльная станция, а не паяльник, то лужение не потребуется.
Как залудить паяльник?
- Для лужения паяльника следует взять напильник и приложить плашмя к срезу жала паяльника. Нужно точить жало, пока оно не станет гладким, плоским и блестящим.
- Разогретое жало следует погрузить в канифоль, а затем и в припой (обычно это олово). Припой почти не будет прилипать к жалу, поэтому следует после вышеописанной процедуры приложить жало к дощечке природного происхождения. Следует помнить, что доска ДСП для таких целей не подходит.
- Следует повторять эти манипуляции с жалом (погружение в канифоль — олово — приложение к дощечке), пока оно не станет полностью серебристым от припоя, равномерно его покрывающего. Это и называется «лужением» паяльника. Залудить паяльник не так трудно, так что выполнить эту процедуру сможет любой пользователь, даже тот, который раньше с паянием дела вообще не имел.
Как залудить провод?
Для начала надо снять изоляцию с провода. Снять надо именно настолько, чтобы в будущем хватило места для последующей пайки. Также следует контролировать процесс снятия изоляция, для того чтобы затем избежать коротких замыканий.
Конечно же, лудить провод намного проще. Дело в том, что под изоляцией у провода чистый металл, а не окисленный. Оголённый провод следует окунуть в уже упомянутую выше канифоль, приложив сверху него жало паяльника (предварительно разогретого). Затем следует вытащить провод из канифоли, после того как она начнёт плавиться и дымиться. Данная процедура нужна для того, чтобы расплавленная канифоль обволокла провод, а именно контактную его часть. Затем следует обогатить жало паяльника припоем, используя всё то же олово, то есть, коснувшись его, после чего нужно поднести жало к канифоли, облепившей провод.
Нельзя не упомянуть тот момент, что если провод будет медным и чистым, лужение произойдёт буквально сразу же. В том случае, если лужение не произошло с первого раза, требуется повторить процедуру, или же воспользоваться специальным веществом — паяльной пастой, которая является весьма действенным помощником в паяльном деле, учитывая тот факт, что с её помощью можно залудить даже железо.
Как правильно паять провод?
Сам процесс спаивания будет заключаться в том что надо будет просто поднести одну залуженную часть одного провода с залуженной частью другого. Затем к месту их контакта следует поднести раскалённое жало паяльника, которое предварительно должно было быть обогащено припоем. Припой должен хорошо и плотно обволакивать залуженные части припаиваемых проводов. Этому поспособствует канифоль, которая благотворно участвует и в этом процессе.
После того как провода оказались в расплавленном припое, следует постараться избежать любого шевеления, чтобы спаивание прошло успешно. Можно также слегка подуть на то место, где находится расплавленный припой, пока он из блестящего не станет тёмным, что будет свидетельством того, что пайка твердеет.
Вот, в принципе, и всё. Пользователь может гордиться проделанной работой, особенно в том случае, если это его первая пайка, и он сделал всё как надо, следуя вышеописанным советам.
Отпаять провода, кстати, тоже представляется возможным. Если вдруг пользователю понадобилось отпаять два провода, следует проделать ту же процедуру, только обратным методом. Нужно просто разогреть место пайки раскалённым жалом паяльника. Следует поднести жало к месту соединения проводов и расплавить затвердевший припой. После того как припой расплавится, то представить возможным просто разъединить спаянные ранее провода. Кстати, нельзя забывать, что во время распаивания жало паяльника также должно быть в канифоли.
5 советов по созданию надежной пайки
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
Преимущества и недостатки
Канифоль для пайки имеет сильные и слабые стороны. Преимущества:
- Не проводит электричество.
- Является доступным и недорогим материалом для пайки. Связано это с тем, что материалы для изготовления канифоли распространены по всему миру.
- Эффективно счищает с поверхности обрабатываемого материала оксидную плёнку.
- Не растворяется в воде и поэтом жидкость не может смыть смолистый слой.
- Сохраняет свои характеристики при отрицательной температуре.
- Безопасна для человеческого организма. Смолистый материал не выделяет вредных испарений и не требует использования дополнительных средств защиты.
Недостатки:
- Чтобы состав на основе смолы показал свою эффективность, необходимо уметь работать с ним. Рекомендуется потренироваться на нерабочих деталях или механизмах.
- Канифоль не эффективна при работе с большими деталями.
- Хрупкий материал, который требуется аккуратно транспортировать и хранить.

Безопасна для человеческого организма
Что такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
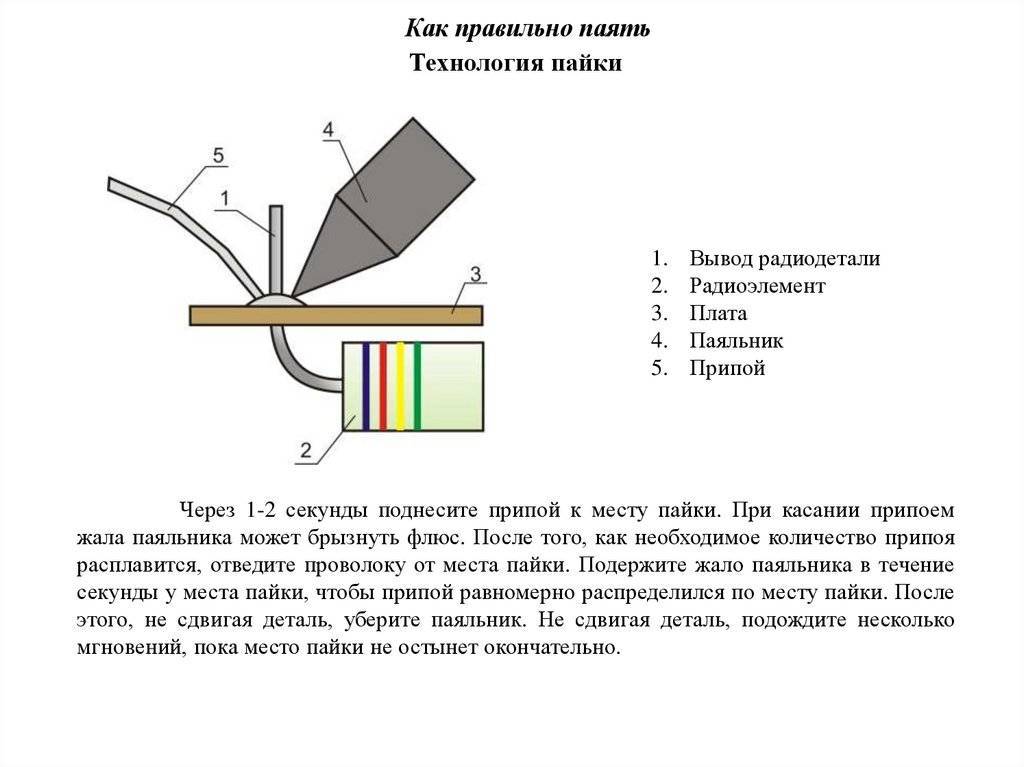
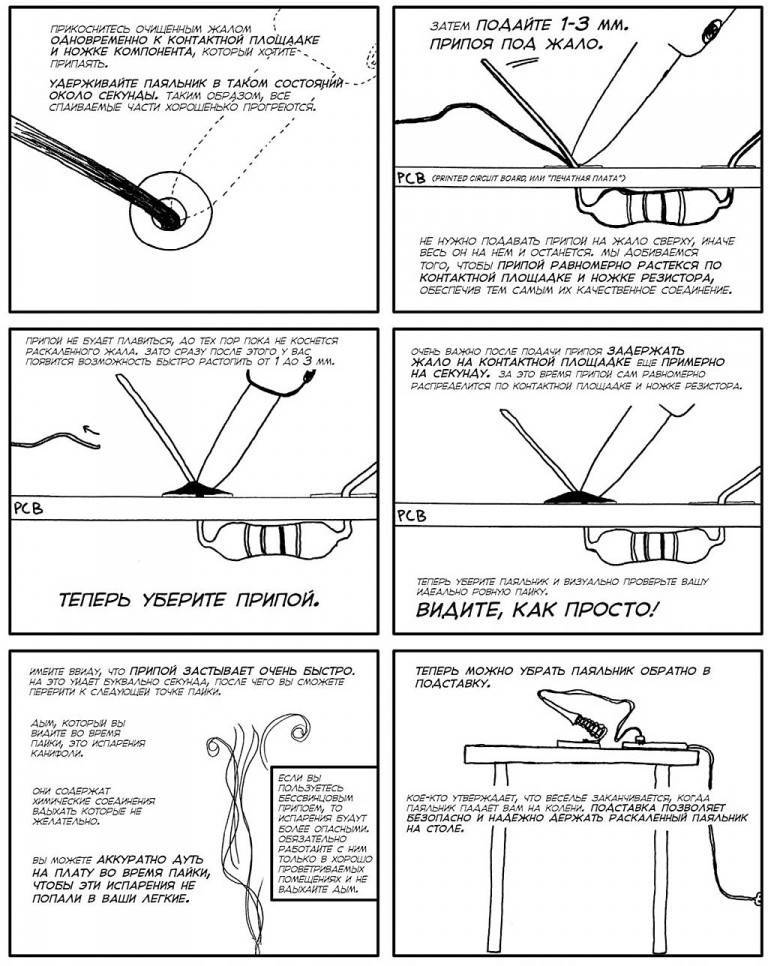
Выполнение пайки
Одной рукой при помощи пассатижей держите скрутку проводов. Если соединяете всего два тонких провода, и длина пайки будет небольшой, то вполне можно обходиться и без скрутки. Надо только очень плотно приложить проводники друг к другу. В другую руку возьмите разогретый до нужной температуры паяльник и наберите жалом припойный сплав. Прижмите его к месту соединения, приложив небольшое усилие. Должен произойти разогрев в этом месте, канифоль закипит и начнёт растекаться припойный сплав. Остаётся лишь дождаться, когда сплав растечётся и заполнит все зазоры между жилами.

Очень важно, чтобы соединяемые поверхности были хорошо прогреты. Потому что если припой затвердеет, а смачивание не произойдёт, получится непрочная пайка, электрики называют её «холодной» или «ложной». Обязательно необходимо дать пайке остыть в неподвижном состоянии
Даже самое малое движение спаиваемых элементов в момент застывания припоя может повлиять на качество и прочность соединения
Обязательно необходимо дать пайке остыть в неподвижном состоянии. Даже самое малое движение спаиваемых элементов в момент застывания припоя может повлиять на качество и прочность соединения.
Когда место пайки застынет, протрите его спиртом для удаления остатков флюса.
Как правильно произвести пайку подробно показано в этом видео:
а здесь можно посмотреть как паять скрутку в условиях приближенных к реальным:
Осталось лишь надёжно заизолировать соединение. Можно намотать 3-4 слоя изоленты. Хорошей изоляцией служит термоусаживаемая трубка. Только не забудьте надеть её на один из проводников до начала соединения. Потом натяните её на полученный электрический узел, нагрейте при помощи фена или зажигалки, и трубка плотно обхватит соединение. Второй вариант предпочтительнее, так как обеспечивает герметичность контактному соединению.
Мы рассказали вам, как правильно паять провода. В принципе это не сложно для тех, кто умеет пользоваться паяльником. Если вы этого ни разу не делали, лучше попросите кого-то вас немного обучить. Конечно, можно прочитать в статьях и теоретически всё понять. Но не забывайте, что «лучше один раз увидеть».
Приобретите необходимые инструменты для пайки
Используйте паяльник с контролем температуры
Для правильной пайки электронных компонентов и печатных плат нужно приобрести паяльник с электростатической защитой, и высокой мощностью нагревательного элемента. Это позволит паять длительное время без сильного нагара и хорошо подходит для радиолюбительской и профессиональной практики. Простые паяльники без регулировки требуют некоторых навыков для исключения перегрева паяемых компонентов.
Для небольших радиокомпонентов и тонких проводов нужно использовать паяльник с мощностью до 25 Ватт. Для радиаторов, трансформаторов и толстых проводов берите 100 ваттный паяльник, не меньше.
Если паяльник позволяет, используйте регулировку температуры, чтобы настроить оптимальную температуру жала, при которой припой плавится достаточно быстро, но не перегревается.
Используйте припой в катушках нужного состава
 состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Все большую популярность набирают , у которых температура плавления выше и для их пайки требуются специальные флюсы. Такие припои состоят на 96,5 % из олова и на 3,5 % из серебра. Наличие серебра уменьшает омическое сопротивление паяного контакта, что хорошо сказывается на надежности электроники.



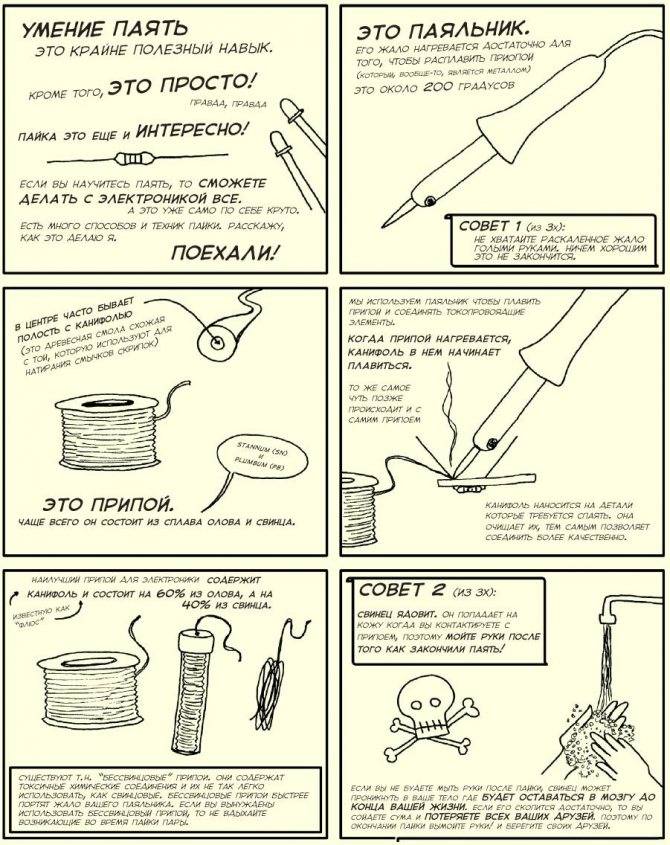

Используйте припой с флюсом внутри
 Часто в середину проволоки добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
Часто в середину проволоки добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
— канифоль сама по себе является нейтральным флюсом, хорошо смачивает поверхность припоя, но оставляет коричневый липкий остаток, который, впрочем, может быть удален с помощью изопропилового или этилового спирта и даже растворителем. Существуют различные канифольные флюсы, но чаще всего используются с обозначением RMA – умеренно активированная канифоль.
— безотмывочный обычно не оставляет сильного остатка, который может вызвать коррозию металлов или создать утечку тока из-за проводимости. Этот флюс изобретен для снижения временных затрат на отмывку после пайки.
— водорастворимый флюс обычно является на основе кислот, остаток которых может быть смыт с платы водой. Иначе эти остатки флюса вызывают коррозию металла, что приводит к повреждению платы и электронных компонентов.
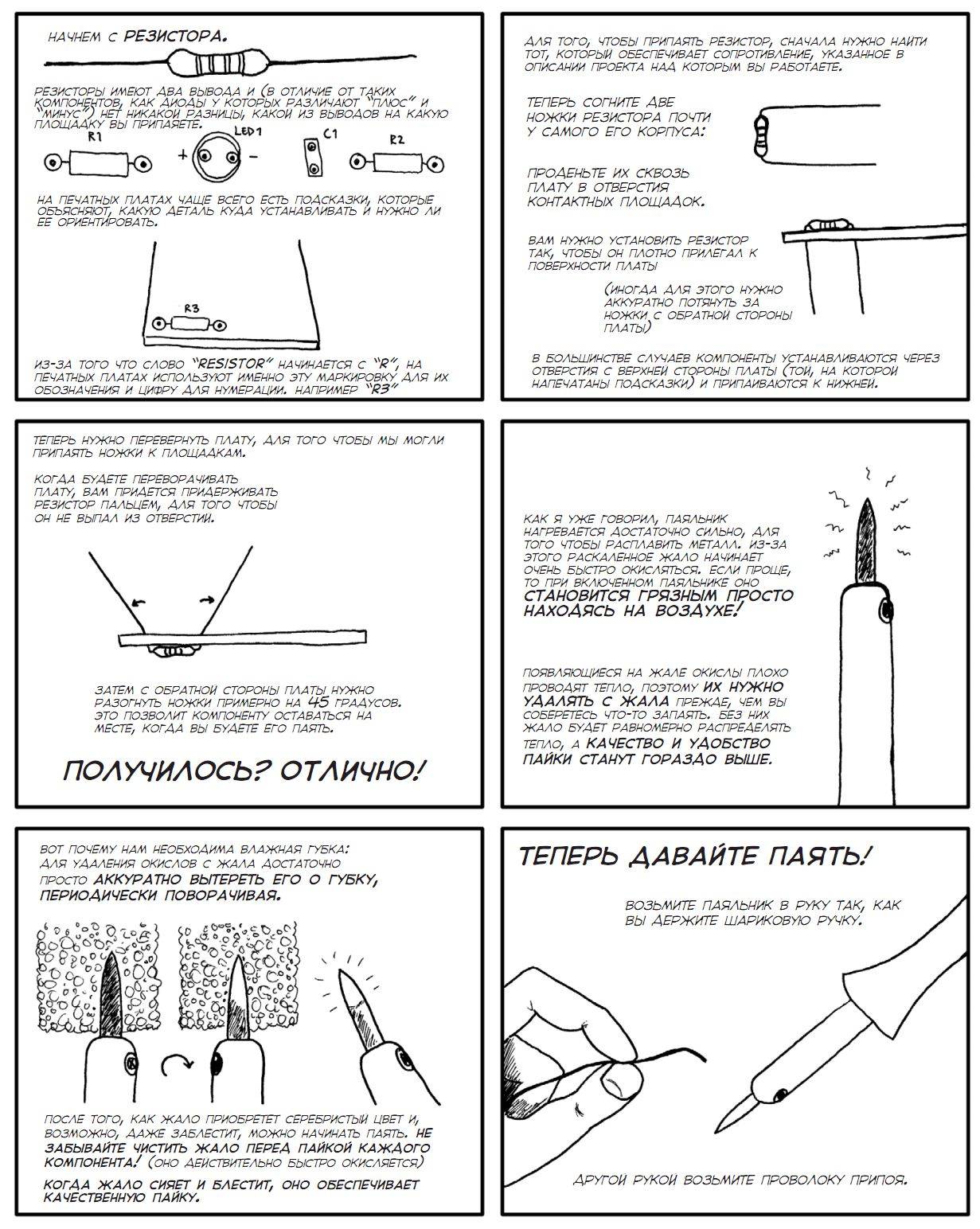
Используйте компоненты, совместимые с платой
 Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Используйте специальные инструменты для удержания компонентов
 Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, и , чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, и , чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- напильники;
- круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
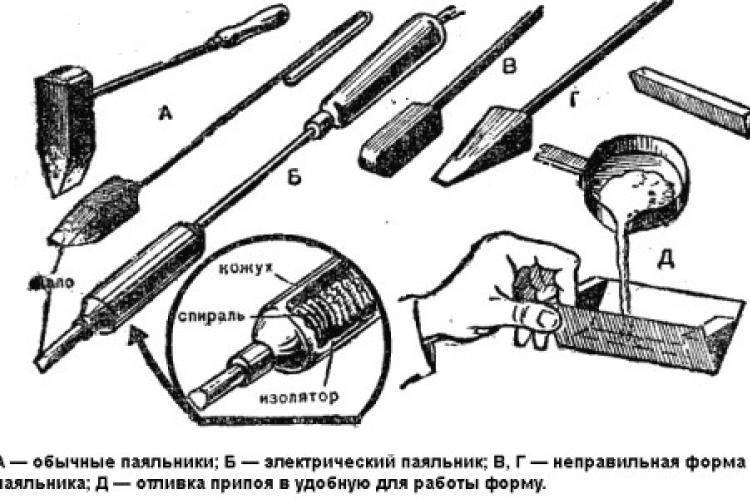
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
Для нержавейки используется ортофосфорная кислота.
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.
Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки

С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Что требуется для пайки: припой и флюс
Выше на сайте https://svarkapajka.ru было сказано о том, что для пайки применяется припой, а также, флюс, улучшающий растекаемость припоя. Припой состоит в основном из свинца и олова в разных пропорциях. От этой особенности зависит марка припоя.

Наличие свинца в припое позволяет снизить его температуру плавления. Температура плавления такого припоя составляет всего 185 градусов. Однако в последнее время производители всё чаще отказываются от использования свинца при производстве припоя.
Свинец заменяют серебром, медью, сурьмой и висмутом, что увеличивает температуру плавления. При использовании бессвинцовых припоев с добавлением всех вышеперечисленных компонентов, температура плавления припоя может быть 200 градусов и выше.

Также, помимо припоя, чтобы начать паять, нужна канифоль. Сосновая канифоль представляет собой натуральный флюс, улучшаемый растекаемость припоя и защищаемый спаиваемую поверхность от оксидной пленки. Для пайки разных по составу металлов нужен разный флюс и припой.
Шаг 2 – Выполняем лужение
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.
Лужение проводов для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки
Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
Виды паяльников
Паяльные приборы подразделяются на несколько видов, которые отличаются как конструктивными элементами, так и назначением:
Электрические паяльники
Оснащены керамическими/спиральными нагревателями. Это самый простой и доступный вид устройства. Конструкция состоит из ручки, корпуса с жалом и нагревательным элементом внутри. Форма жала может быть в разном исполнении: игольчатая, срез под одним или двумя углами, четырёхугольная, изогнутая. Вид наконечника подбирается в зависимости от поставленной задачи и обрабатываемых материалов.









Ещё одной разновидностью электропаяльников являются приборы импульсного типа. Стоимость их немного выше, однако, это оправдывается удобством и качеством выполнения пайки на печатных платах и микросхемах. Рабочий режим включается нажатием и удержанием кнопки пуска.
Всего за несколько секунд наконечник нагревается до нужной температуры. Современные модели оснащены регуляторами мощности и нагрева, что позволяет производить пайку не только мелких, но и крупных деталей.
Электрические модели легки в применении, достаточно включить в розетку (напряжение 220 В) и установить температурный режим (если в модели предусмотрен терморегулятор). Они имеют простую конструкцию, при необходимости можно отремонтировать поломку самостоятельно.
Диапазон мощности (от 25 до 200 ватт) даёт возможность подобрать оптимальный вариант. Импульсные паяльники к тому же экономичны, ведь расход энергии происходит только во время нажатия кнопки. Однако стоит учесть, что дешёвые устройства быстро перегорают. Ремонт их нерентабелен, проще избавиться от поломанного прибора. Изъян импульсного устройства – отсутствие точной настройки температуры.
Современные модели электрических паяльников оснащены регуляторами мощности и нагрева, что позволяет производить пайку не только мелких, но и крупных деталей
Индукционные паяльники
Функционируют с помощью катушки индуктора. Наконечник прибора покрыт ферромагнитным составом, который обеспечивает автоматическое поддержание температуры жала в определённом интервале, при этом не требуется техническая поддержка управляющей электроники и терморегулятора.
Картридж представляет собой тонкую трубку, что в сочетании с лёгким антистатичным материалом делает ручку довольно эргономичной. При работе с таким прибором рука не напрягается сильно, а конструкция позволяет выполнять пайку более точно.
Недостатков у индукционных паяльников практически нет, однако специалисты отмечают, что все сложности при выполнении работы связаны с отсутствием термостата.
Термовоздушные устройства
Функционируют за счёт подачи потока горячего воздуха через керамический или спиралевидный нагреватель в сопло. Приборы данного вида подразделяются на компрессорные и турбинные. Температура подаваемой струи достигает высоких показателей (100-500°С).
Преимущество данных паяльников заключается в формировании большого потока воздуха, что даёт возможность спаивать детали разного размера. К тому же стоимость таких приборов невысокая.
Из недостатков выделяются: сильный поток может сдуть детали с рабочего стола, а также неравномерный прогрев поверхности. Также стоит отметить, что для выполнения разных работ потребуется менять насадки.
Газовые устройства
Оснащены горелкой. Использовать такие паяльники очень удобно в местах, где отсутствует электрическая сеть. Компактные размеры и небольшой вес дают возможность производить пайку практически в полевых условиях. Для соединения двух поверхностей применяется открытый огонь. Заправка осуществляется с помощью обычного газового баллончика.
Из преимуществ выделяется автономность прибора. Среди недостатков: выбросы продуктов горения в атмосферу, пожароопасность, необходимость производить замену насадок в зависимости от планируемых работ.
Использовать газовые паяльники очень удобно в местах, где отсутствует электрическая сеть
Молотковый паяльник
Представляет самый старинный вид. В современном исполнении может быть электрическим или нагреваться на открытом огне. Конструкция представляет собой ручку с толстым наконечником, отсюда и произошло название. В основном такие устройства используются для пайки больших деталей, проводов большого сечения, труб, жестянок.
Основные преимущества заключаются в доступности самостоятельного изготовления и мощности, соответствующей электрическим приборам в 100-150 ватт. Недостатками считаются отсутствие регулировки температуры и ограничения в применении.
Конструкция представляет собой ручку с толстым наконечником, отсюда и произошло название
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.
Паяльная кислота — это высокоактивный флюс. Вступает в реакцию с металлом, даже после пайки. Разъедает окислы, оксидную пленку и отлично лудит сложные участки.
Радиолюбители и электронщики (особенно в интернете) часто советуют начинающим использовать кислоту. Это фатальная ошибка.
Этим флюсом легко лудить, однако цена применения таких активных веществ высока.